ժҪ�� ���܉������ڹ��I���a�Б��ÏV������y��ֵ�ľ��ʳ̶�ֱ���Pϵ�����I���a�İ�ȫ�c��һ�����F���ϱ���R��ͣ�ò����řz���ˆT�M�оS�ޡ����ďľ��܉������ڹ����^���еij�Ҋ���ϳ��l�������ϵ�ԭ���M���˷��������������{�����M���˽�B��ϣ���������ˆT�ھ��܉�������ʹ�ú��{���^���нo��һ��������bT9����׃����_�׃����_Һλ׃����_�ض�׃����
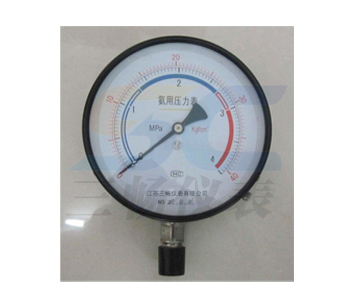
���܉��������yʽ�ď���Ԫ���y���x�������IJ��ֽM�ɣ��քe�ǣ��y��ϵ�y�����әC����ָʾ�b�ú��⚤�������ܷ�����ָʾ���ʡ����ĵͣ��������ڹ��I�É�������У��⣬߀��ֱ������F�������x��ʹ�ã�������ڻ�����ʯ�͡�ұ����I��ʹ�õ�Խ��Խ�V����
1 ���܉�������ʹ���^���еij�Ҋ���}����
���܉�����y���Ĝʴ_�c��ֱ���Pϵ�����I���a�İ�ȫ�c���ھ��܉�������Ҋ�Ć��}����Ҫ�����N��
1.1 ���c����
���܉��������L��ʹ�ã�����o���c����ᔣ�����������F�����ؓ��ij���F���܉��������F���c����F����Ҫ�����Nԭ�ُ��ɹ܆��}���µ����c������ɹܵď���ʧЧ�������t���͚���׃�����ķe�ۣ����������ɹܵ�����ʧЧ���Ķ����F���c����ĬF���X݆���X��Ó�x���µ����c������l�X݆���X��Ó�x����r�ЃɷN���ܣ�һ�N���ھ��܉�����y���^�̮������ډ����^������l����һ�N�����ھ��܉���������й�������l���ۏ���Ԫ�����φ��}���l�����c�������Ԫ�����ϱ���z�y���ܽ��ͺ�ƣ�ڏ��Ƚ��Ͷ������l���c����F���������l�����c����ھ��܉�����ʹ���^�̮��У��������ӌ��¾��܉������ı��P�Ʉӣ��M���������c����ĬF��l����
1.2 �̶�ֵ�`��
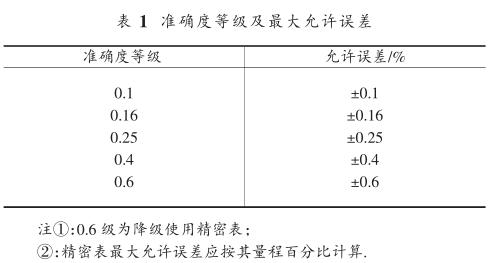
���܉������S�����������ӻ�p�ٿ������ӻ�p��һ���̶�ֵ�������ʲ���̶�ֵ�`��ij��F���DZ��Pָᘰ��Ų���λ����P�Ʉ����l�ġ����܉����ʴ_�ȵȼ���#�����S�`��Ҋ�� 1��
1.3 �p���
�ھ��܉�����������������r�£��p�þ��܉��������P��ָᘲ������F���^���z��ʾֵ�X��ֵ�����ӣ�������ӳ��^�˱��z��ʾֵ���X��ֵ���tԓ���܉��������F���p��λ�ƹ��ϡ��p��λ�ƹ��ϵ�ԭ����Ҫ�����N�����νz���}�����νzȱ����o���r�����܉��������׳��F�p��λ�Ƶ���r���ڂ��Ӳ����g��Ħ�����Ŵ�C���cָ����ɹ����ɶ�Ħ��Ӱ푳��F�������ɾo���^���^С�F�Ķ����l���p��λ�ƹ��ϡ���ҧ�φ��}���������X݆�c�����Sҧ���^�o���^�ɕr�����׳��F�p��λ�ƵĬF���ݽz��ָ��Ʉӣ����ݽz��ָ��Ʉӻ�ָ���ָ��g�Ʉӣ����������p��λ�ƬF��İl����
1.4 �Ǿ����`��
�Ǿ����`��ͨ�����F�ډ������p�^�̮��У�������ʾֵ�`���S����ֵ��׃����׃�����`�������`����u׃��ؓ�`����෴��
2 ���܉�������ʹ���^���г�Ҋ���}���ų�����
2.1 ���c������ϵ��{����
̎�����c������ϣ����²��������܉�������ָᘵı��Pȡ�£��{�����P�µ��νz�ɾo�̶ȣ�ʹ���νz���m���������Ҹ�Ȧ�g����Ȳ�̎��ͬһˮƽ�棬�]����ײĦ���F��l�����ڶ�������ָᘡ��X݆������݆�����c�X�ϰ��b��ʹָᘚwλ�����_�J�Ƿ�߀�������c����F������������c����F�����@����ͨ�^�{�����P�ķ�ʽ���������ϡ�
2.2 �̶�ֵ�`����ϵ��{����
�̶�ֵ�`����ϵ��{�����^�麆�Σ�shou�ȴ��_���܉��������P������Ҏ���{��ָᘲ��̶���Ȼ���P��λ���ɡ��{�Y���������M�Йz�y���_�J�����Ƿ��ų���
2.3 �p��λ�ƹ��ϵ��{����
���p��λ�ƹ��ϰl���r��shou�ȑ��_������ԭ��ᘌ�����ԭ���M���{�ޡ�shou�Ȍ����܉������ĸ����㲿���M���ɾo�̶ȵ��{ԇ���_���ɾo�m�У���Σ����Q�νz�����{���νz�ɾo�̶ȣ��ٴΣ������������Ʉӵ��㲿�������T�o��#�������͌������S���S���M����ϴ���ų��B�U�D���S�����F���������Ȼ�o���ų������h���Q�㲿����
2.4 �Ǿ����`����ϵ��{����
�{���Ǿ����`��shou����Ҫ���ݽz���_�������U��Ȼ������Ƅӣ��{�����U�c�����X݆�g�ĊA�ǣ��Ķ��ų����ϣ���һ���{���o���M��Ҫ�t�؏��{������ֱ���Ǿ����`�����ʧ��
3 �YՓ
�C�����������Č����܉�������ʹ���^���г��F��һЩ���ϼ���ԭ���M���˷�����������������Ľ�Q������ϣ�������P�����ˆT���M�о��܉�������ʹ�ú��{���^��������������
ע���������x�����¾���ԭ�����D�dՈ�������ĵ�ַ