ժҪ�����̼���Ó��Ч������ҪӰ�������ؓ��ϵ�y����նȣ���Ӱ�ؓ��ϵ�y��նȵ���Ҫԭ����ؓ��ϵ�yй©�M��՚������ϵ�y������ᘌ����a�г��F�Ć��}����ᘌ��Եز�ȡ���P��ʩ�����C�����a����M�С�
��䓽����S�������̼���Ó��ۣ��ݣ�ԓϵ�y�ԣ���������Ͷ���\���ԁ������F���T��Ӱ����a����M�еĆ��}��#����ص���ؓ��ϵ�y����նȣۣ��݆��}������ԓ���a��ˇҪ��ԓ����������նȣ������������ͣУ����������������ͣУ����\�У�����ԓ��նȣ��tԓ�淴��Ч�����@�½����Ķ�����Ó��ҺÓ��ú��ȣ����|���½�����ϵ�y�\������l���˶���Ӱ���նȵ��¹ʣ����ĽY�ϰl�����¹ʣ�������Ӱ���նȵ�ԭ��ȡ�Ĵ�ʩ��
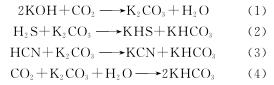
������ˇԭ��������
���Խ����S���գ���ϵ�yϴ�������ú���Ϻ��M�뉺��׃����������׃�������O�����P��ú�����¶����Ⱥ��c�����������϶�ؚҺ��̼�����Һ�����������¶�ؚҺ��̼�����Һ���������|��ú���еģȣ��ӡ��ȣãε����Ԛ��w�����գ�����Ҫ����Ҋʽ��������ʽ��������
ͬ�r���ډ���׃�����϶μ���һ���AҺ���Σ�ϣȣ����Mһ��Ó��ú���еģȣ��ӣ�ʹú���е�ρ���ȣ��ӣ�≤���������磯���������ɵ��c�A��Һ�������ն�ϵ�y�������ֽ�̶��@�����á����������Ԛ��w��Ó��Һ��
����׃�������ø�Һ�ó�����ϡ��ɶηքe�c�������¡��϶γ����ğ�ؚҺ�Q����M�����������������������ȣ���Һ�c��������������ˮ�����������|������ՠ�B���������������ͣУ����������������ͣУᣩ��ʹ�ȣ��ӡ��ȣãε����Գɷ֏ĸ�Һ�����������䷴����ʽ��������ʽ��������
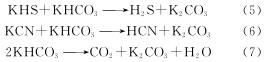
������픳��������Ԛ��w���ν��^���Ԛ������������Ԛ���s���������Ԛ���x����ˮ����ձÌ����Ԛ��w�����ạ̃��գ��b�����a��ǡ��乤ˇ����Ҋ�D����
����Ӱ�����ϵ�y��նȵ����ؼ���ʩ
�������������ٷ������m�|Ƭй©
���������꣹�·ݣ�Ó����������նȳ��½�څ�ݣ��ģ�������У���u�½�����������Уᣬ�ҿ˄�˹�tϵ�y�՚����½����_�����еط�ؓ��й©�M���˿՚⣬���ҿ՚�����С����횲��ҳ�й©�ĵط����÷dz���������Ĥ�Nס�ܵ���ÿ�������_ʼ���ң��������к��ڛ]���ҵ�й©�c�����_ʼ�������з��m�B�ӵĵط����ڣ��������������ٷ��������w�B�ӵķ��m̎������Ĥ�����@�ر����뷨�m���Д����̎й©�՚���ء�
���ҵ�й©�ط������Q�|Ƭ�ޏͺ�����ϵ�y�_���֏�������
���������������Һ�ܵ�й©
���������ꣷ�·ݣ�Ó����������Һ���x��ҺλͻȻ�@ʾ���ߣ����ң�������s������������ϵ�F�������ˆT�z���Һ���x��Һλ�����Ƀx��ҺλӋ�@ʾ���`�����x�����z��l�F�x���@ʾ�o�`���R������������M���̕r��ֻ�ܰ�ͣ��̎������t��Һ���x�����l��������Ԛ⣬���ҕ��a��Һ�w�M����ձõĐ������a�¹ʡ�
ͣ����z��δ�l�F�������S���_���������_����s�ֳ��F�ˮ�������Һ���x��Һ�w�����������Һ�������Д����������Һ�ܵ���й©�ĵط������ٴ�ͣ��ͨ�����z��ܵ����l�F�ܵ����^����̎��й©����������ʩ�Уӣɣ��ٳ�䓣������a©�z��ճס���_��������ͨ�^���σɴε��¹ʣ��f��й©�����ϵ�yӰ푺����@�����й©�����@���t�����F��ն����½������й©���@���t�����F��նȿ����½���������Ҫͣ����
�����������Ԛ�ܵ�����й©
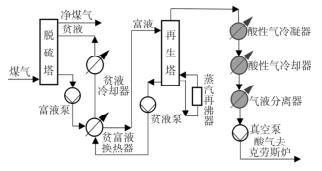
���������ꣶ�·ݣ�Ó���������������������\�У�����ͣ�����ޣ����������Ԛ�·�M��ͣ����©�����������Ԛ�����ձöˣ���ձ��M�ڣ���ä�壬�͜�ˮ��ѭ�hˮ·��ä�壬ͨ�^���Ԛ�ܵ������wͨ����ԇ©�����w���������ڣ�����У��ԃȣ���ϴ����ˮԇ©���鵽���Ԛ�ܵ��У�̎ᘠ�©�c�����w���m�B���У�̎��й©�c��̎��©�c���_������ն��ɣ�����������У���ߵ�������������Уᣬ��ն��������@��
����������ձó��ڹܵ�����
���������ꣷ�µף���ձó��ڹܵ����������������������ն�ƫ�ͣ�����׃������ú��ȣ����|����ȣ���֮�ȏģ��������磯�����������������磯�������������^�m�ϝq��څ�ݣ����������ԭ���șz�������ձ������z��o�`���ų���ձ�ԭ���Q��ձó��ڹܵ������������z����ڹܵ������@ʾ�o�`���S��z����ձñ��w��Һ���x���ω����������z����ձÚ�Һ���x��������p�ġ����Q����������ձñ��w�����h�������w�OӋ������ͣ�����ű��w���ڹܵ���ϴ��
ͨ�^��ձó��ڹܵ���ϴ�������������նȻ֏�����������׃��������ú���Уȣ����|�����һ��֮�Ƚ������������磯�������¡�
�����Y�Z
Ӱ�ؓ��ϵ�y��նȵ���Ҫԭ���Ѓɂ���һ��ؓ��ϵ�y��й©�c�����´����՚�й©�M��ϵ�y���Ķ���ʹ��ձÕ����ȳ�ȡ�՚⣻��������ϵ�y������ۣ��ݣ�����ձó����������ޣ�������ձõĹ���������������ؓ��ϵ�y����նȡ�
ע���������x�����¾���ԭ�����D�dՈ�������ĵ�ַ