ժ Ҫ��ᘌ��� DCS �Կ��������^���аl�F�Ć��}��������Ʒ���������Q�k����ͨ�^�����Ʒ����M�нM�B�ģ�ʹ�b�� DCS �Կظ���ƽ���ɿأ�������b���Ԅӻ�����ˮƽ���������b������ƽ�⡢���ܽ��ġ��ӹ����ȾC��ָ�ˣ����C�b���L�����\�С�9Ba����׃����_�׃����_Һλ׃����_�ض�׃����
2017 ���L�cʯ����˾��� 10 ������Ҫ�b���Կ����������M���_��ȫ��˾�b���Կ��� 95 %���ϣ��������Կ��ʣ�ͨ�^�����yԇ#�K�� DCS ϵ�y�ܶ���Ƴ����M�����ģ��������ֿ��Ʒ�����ȡ�úܺõČ��HЧ��[1-4]��
1 ���Ʒ�����������
�L�cʯ�� DCS ȫ������ ABB ��˾�� AC800F ����ϵ�y[5]���ڌ� DCS ���ƻ�·�M��Ͷ�Ԅ��{���У����ڎׂ���Ҫ���}���Ͷ�ԄӲ������ߟo��Ͷ��ʹ�Կ��ʟo����ߣ��w�{���Y�����חl��
��1����Ͷ�Ԅ��^���У��кܶ�����Ӌ�x���������̲����������@ʾ���y��ֵ���Ӵ��F�^�״�˲�g�w�����r��
��2�����b�ò��õĹ�ˇ������Щ���Ʒ��������ٲ����Ϯ�ǰ�Ĺ�ˇ�����l������Ҫ���ƻ���
��3�������b�� PID ���������^���o���{����
��4���y���x��ë���^��Ӱ푵� PID ���ƾ��ȡ�
���φ��}�������·N��r��Ҫ�z����߸��Q�x���⣬�������}��Ҫ�ĸ��b�� DCS ܛ���M�B������ɿ��Ʒ�����׃���̓��������F֮ǰ���߂���Ԅӿ��ƹ��ܣ��������Ӻܶ������ԵĿ��Ʒ�����
2 DCS ���ƃ����Ľ�Q����
�L�cʯ����˾��ȫ���Þ�ԭ�t���ڱM���ܱ���ԭ�п��Ʒ����Ļ��A���M���ĺ̓����M�B�����F���¹��ܣ�
��1����ԭ�������ӂ��x�������紮�������ГQ�����Ʒ������x��
��2������ԭ�в��������Ʒ������ṩ����Ч���Ʋ��ԣ�
��3������ԭ�п��Ʒ��������������L�U�Ͱ�ȫ�[����
���w�Ŀ��Ʒ���׃���������һ�Ǵ������ػ�·�ГQ���ƣ������x���ГQ���ƣ����� PID ���ƉK�����������@������Ʒ����������ͬ�Ĺ�ˇ�l���ͬF���x���O�����кܶͬ�Ŀ�����͡�
2.1 ����������·�ГQ���ƹ������� ���m���� ABBDCS��
���������صą^�e�����l�������y�T������������r�£�����·ݔ��ֵ�o����·���O��ֵ������·ݔ��ֵ�o�y�T��������r�£�����·ݔ��ֱֵ�ӽo�y�T������·ֻ���@ʾ������Ͷ���Ԅӣ��h�̰��o�Կ�Ͷ�ã�����Ӱ푿��ƣ�������������r�£�Ͷ���Ԅ�Ҫ����IJ��E��
���Eһ���_�J������·ȫ�����քӠ�B�������o��“����”ģʽ��
���E��������·Ͷ�Æ��Ԅӣ�
���E��������·�������o�г�“�ⲿ”ģʽ��
���E�ģ�����·Ͷ���Ԅӣ�������ȫͶ�ã������_ʼ������·�O��ֵ��
����̎��r��ֱ�ӌ�����·�г��քӣ����yλ���ɣ��´�Ͷ�ô���ǰ������һ���IJ��E�������Ӵ��������ГQ���ܺ����ГQ�rͶ�Ԅӵ��^������׃����
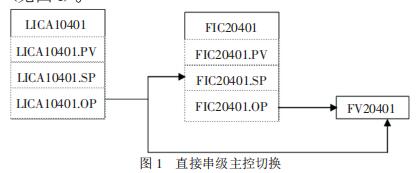
2.1.1 ֱ�Ӵ��������ГQ���m���� ABB DCS�� ���������y�T������·ֱ�ӿ����y�T���ГQ�����Q“���������ГQ”����ֱ�Ӵ��������ГQ��ͨ�^�����ГQ���o���F��Ҋ�D 1����
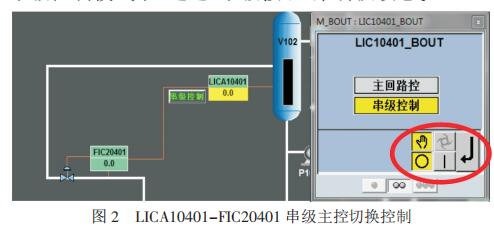
�Բ��ͼӚ��b��ԭ���M�Ͼ��_��Һλ���ƴ���LICA10401-FIC20401 ������Ҋ�D 2�����tȦ�Ȟ鴮�������ГQ���o���c�����o�����������҈D��ʾ����ǰ̎�ڴ�������ģʽ�£�ͨ�^“�������o”���ГQ��B��
�ڴ���ģʽ�£������մ���Ͷ�������·������·����Ͷ���Ԅӡ������o�ГQ������ģʽ�£����o�ͮ����ϵĠ�B����������׃��������څ^�֣��ڮ����Ќ��@ʾ�����ֺ��ɫ���˅^�e�O�á�
�����ГQ�����ؿ����ڴ���Ͷ���Ԅӵ���r��ֱ��ͨ�^���o�ГQ���ГQ֮������· LICA10401 ��Ȼ̎���ԄӠ�B�£���ݔ��ֱ�ӿ����y�T�����y�T�������κβ��ӡ��˕r������·ֻ���@ʾ����������քӡ��ГQ������ģʽ�r������· FIC20401 �Ġ�B��“�Ԅӡ��� ��”��B׃����“�քӡ��ⲿ”��B ���˕r����·FIC20401 ��ݔ�����S�yλ׃�����_���o�_���ГQ������Ҫע���ٴ�������ģʽ�ГQ�鴮��ģʽ�r������·��B����“�Ԅӡ��Ȳ�”��������·��Ȼ��“�քӡ��ⲿ”����Ҫ�����ˆT������·Ͷ���ԄӠ�B“�Ԅӡ��ⲿ”���ڴ��^���У��y�T�Dz����в��ӵġ�
���b�ó��F������r�r������̎��Ҫ�����_��ǰ����ģʽ������ģʽ��ֱ�ӌ�����·�г��քӣ����yλ������ģʽ��ֱ���c�_����·���yλ����������ƻ�·�ГQ�������}�_�����t����K�����C���ГQ˲�g�yλ��ֵۙ���֣����Ǟ�_�������F�κβ��ӣ����h�����л�·�ք���r���ГQ����ģʽ���ГQ�ꮅ���ٰ����Ͷ���Ԅӡ�
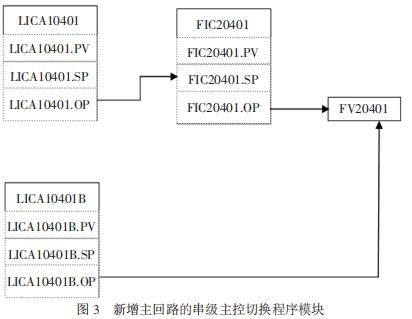
2.1.2 ���� �����ƣ� ����·�Ĵ��������ГQ ���m����ABB DCS�� ͨ�^��������һ������·���ГQ���o���F���������ГQ������ģ�K��Ҋ�D 3����
�����ͼӚ��b�� C9202 �ضȿ��ƴ���TIC6094-FIC6030 �����f�����tȦ�Ȟ鴮�������ГQ���o�������Ļ�· TIC6094B���c�����o�������ڣ�Ҋ�D 4������ǰ̎�ڴ�������ģʽ�¡��@�N�������|�� TIC6094 -FIC6030 ������ TIC6094B ֱ�ӿ��y�ɷN���Ʒ���֮�g�M���ГQ�����x��һ���ڴ���ģʽ�£������մ���Ͷ�������·������·����Ͷ���Ԅӣ���ȫͶ�ú� TIC6094B ̎���i����B������Ͷ���Ԅӡ��ГQ���o��������� FIC6030 �� TIC6094B ��ʾ�x���Ă���·�������y�T���x FIC6030 ��ʾ����ģʽ��
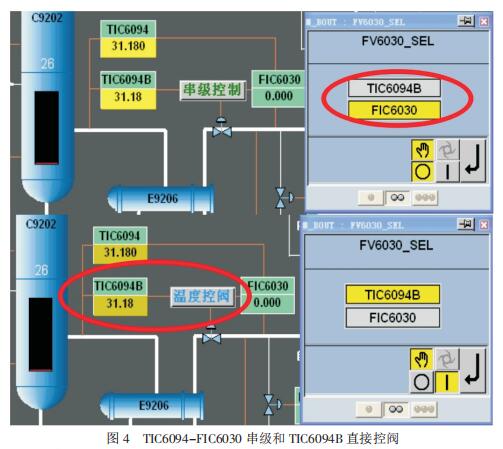
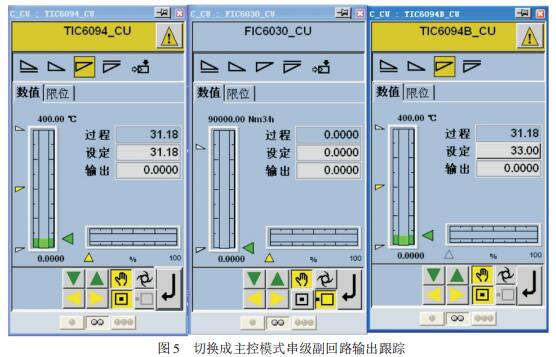
�����o�ГQ������ģʽ�� TIC6094B ���y���£������ڴ���Ͷ���Ԅӵ���r��ֱ��ͨ�^���o�ГQ���ГQ�� TIC6094-FIC6030 ���������О��քӣ����y�T�������κβ��ӡ��˕r����������·ֻ���@ʾ����������քӡ��ГQ������ģʽ�r������· FIC6030 ��B��“�Ԅӡ��ⲿ”׃����“�քӡ��Ȳ�”������· TIC6094 �Ġ�B��“�Ԅӡ��Ȳ�”׃����“�քӡ��ⲿ”������ģʽ�´�������· FIC6030 ݔ�����S TIC6094B ݔ��׃�����Ա��C�ٴ��ГQ�r�y�T�������ӣ��o�_���ГQ����Ҋ�D 5������Ҫע����DŽ��ГQ������ģʽ�r��TIC6094B ���քӠ�B����Ҫ�����ˆTͶ���Ԅӡ��ٴ�������ģʽ�ГQ�鴮��ģʽ�r��TIC6094B ���������քӣ���������·����·̎���քӠ�B����Ҫ�����ˆT���°����Ͷ�ô�����������r��̎��Ҫ�����_��ǰ����ģʽ������ģʽ��ֱ�ӌ�����· FIC6030 �г��քӣ����yλ������ģʽ��ֱ���c�_ TIC6094B ���yλ���@�N�ГQģʽ�£�����ÿһ���ГQ�����п��ƻ�·��̎���քӠ�B�£��������f���ӱ��U��������Ҫ�˶�Ͷ��һ���Ԅӡ���Ȼ�������л�·�����քӵ���r���ГQ����ģʽ���Ӱ�ȫ��
2.2 �����������x���o
�����Ĺ������x���o��Ҫ����ԭ���x����Ʒ������A�����o�_���ГQ�������ӿ��x���Ʒ������������H�������r���֞� 3 �
2.2.1 һ�x�����xһ���� �@�N���Ʒ����� DCS��������^��Ҋ����Ҫ�ЏĶ����y���x���x��һ�������һ���ƻ�·�Ĝy���c���c���ơ���һ���ƻ�·�x����ƶ����y�T/�ֲ�����
HART�ֲ��������������ƻ�·�x�����ͬһ���y�T/�ֲ�������������·���xһ����������·���x�@�N������ʽ���ڃ����^���У�����ͬ��·�����ГQ�r������ɵ��yλ���ӻ��O��ֵ��׃��r�������˴����ğo�_���ГQ���yλ��ۙ�O�ã��������b������Ͷ���A��߀��Ҫ������ˆT�����п��ƻ�·���ֲ����քӠ�B���M�п����x���_�J������·Ͷ��ǰ����· PV��SV ��ƫ���С�����߂�l���ٰ���Ͷ�Ԅ����Ͷ�á����ҳ��ڰ�ȫ���]�x�еĿ��ƻ�·���ֲ����������ԄӠ�B�ГQ��δ�x�еĻ�·���ֲ�����
HART475�ֲ����������քӡ��Ȳ���B��
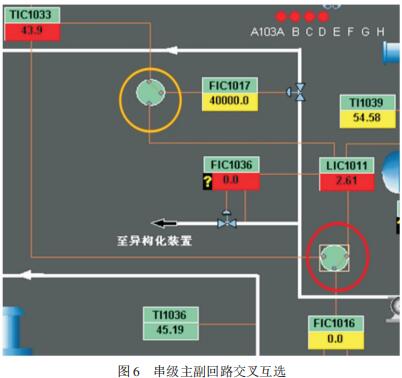
2.2.2 ����������·���滥�x ���ڃɂ�����·�̓ɂ�����·�����ГQ����r���^��Ҋ��Ŀǰ�H�����b����һ����Ҋ�D 6����
C102 픻�����Һλ��������픜ضȴ��������Ѓ� �N���� �� һ �� TIC1033 -FIC1017 �� �� ��LIC1011 -FIC1016 �� ������ �� �� �� TIC1033 -FIC1016 �� �� ��LIC1011-FIC1017 ������FIC1036 ���������b��δͶ�ã�Ŀǰ�i�����քӠ�B�������c�Ԅӿ��ơ��x���o����������· FIC1016 �ϣ�ͨ�^�x�� FIC1016 ������·���_�������P ϵ��һ �� �x �� LIC1011 �� �� · �cFIC1016 ��������ô TIC1033 �Ԅ��ГQ�ɺ� FIC1017��������֮��Ȼ������������·�Ѓɂ������ߛ]�����@���P�ԣ�������y��ֵ���yλ����^��ÿ���x���o�ГQ�ɂ�������·���������Þ��քӠ�B���Ա��C�y�T�������ӡ�����ÿ���ГQ����Ҫ���°����Ͷ�ô�����
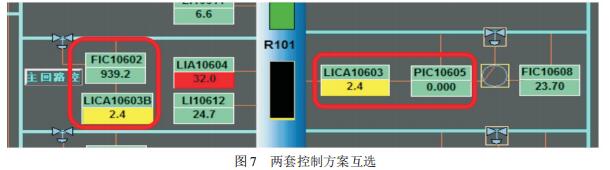
2.2.3 �����Ʒ������x �����Ʒ���ֻ��Ͷ��һ�N��������ͼӚ䷴����Һλ���Ʒ������x���Եڶ����Ӟ���ԭ�������҂� LICA10603-PIC10605 ������������� LICA10603B-FIC10602 �������@�ɂ����Ʒ�ʽ�քe��ͨ�^�Ś������a�������{������Һλ��һ����ȴ���Ͷ�ã��҂ȵĴ��������i�����քӣ���֮��Ȼ��Ҋ�D 7�������������x�]�����_���x���o���ɲ����ˆT�Լ���Q��ʹ����������Ȼ��Ͷ���Ԅӻ����ɡ�
�ķ���������Һλ���Ʒ������Կ��������˃ɂ�������Ҫ�x���⣬߀�д��������ГQ���o���yλ�����x���o�������x���o�����F���@����F���ԵĹ��ܡ���ʹ�Õr���������]�иɔ_������Ҫע�⣬�x�����Ʒ�������ȥ�{�����������µİ��o������x�����Һλ����ô���Ʒ�����Һλ�����҂��yλ�x���o��Ҫ�ГQ�� FIC10608 ���y�����C�Ś����㶨��ͬ�r���Һλ����Ҳ�����ГQ������ģʽ��
���@�η����������Ђ��e�x����Ʒ������ԭ�������ڏ��s���x�͵��x�ȹ��܉K���o�����F�ГQ�^���еğo�_���ГQ���mȻ���x���o���ڵ�����Ҫ������ГQ�ĕr��Ҫ�ГQ�� PID ���Ƶ�ݔ�� OP �Ƿ�һ�£������һ�t�˞��ք���Ҫ�x���Ă� PID ������ OP ֵ�������� OP ֵ�c��ǰ PID ������ OP ֵһ�£����F�o�_���ГQ��
2.3 PID ����ģ�K��������
����ԭ�ȴ�����b��δͶ���Ԅӿ��ƣ�PID���������e�֡��֣�ģ�K�Ⱥܶ�����δ�M���{�����O�ã��@����Ӱ��y�T�ք��{�������Ͷ�Ԅӱ��Ҫ�� PID ģ�K�����M�и��ģ���Ҫ�����������M�С�
2.3.1 PID �{�������U�� �����b�� PID �{��ģ�K��ʼֵ�����^С�����ô���ͣ�����g�����п��ƻ�·�������e�֡����{�������{��������^�g��
2.3.2 ���ӞV�����t���� ��Ͷ�Ԅ��^���У����ڹ�ˇ�l�����������Ӻ��O�侫�Ȇ��}����˺ܶ��b�ó��F�y��ֵ��һ���������l�����ӵ���r�����������@Щë�̣����C����ƽ����Ͷ�Ԅӿ��ƣ����@Щ�y���c���ӞV�����t���ܣ��ܺõĽ�Q���@�����}��
2.3.3 �O���y�T�ߵ���λ ��_���b���P�I��λ���y�T���܉����Ԅӭh���°�ȫ�����������ھo����r�r���o�b�ã����@Щ�yλݔ���� PID ģ�K�������˸ߵ���λ���@Щ�yλ�ߵ���λֻ��Ͷ�Ԅ���r�������ã��ք���r���yλ�Dz������Ƶġ�������������r�M�� PID ģ�K�������⣬߀������ˇ��r���y�T���ԣ�һһ�����Č������yλ�M����Ͷ�Ԅ��������á��L�_�L�P��ʽ�ˌ���ȥ����·���^�O�����ăx�����̵ȣ��_���y�TͶ�Ԅӵİ�ȫ�������i������Ҫ�Ġ�B���o������ˇ�����ˆT�`�������ʡ�
3 ������Ŀ���Ч��
ͨ�^���M�B������ĺ̓������Ʒ��������ƻ�·PID ����������Ч���ܺã���ˇ���Ʋ���ƽ����������Ͷ�Ԅ��^���У��Ěvʷڅ���Ͽ��Կ�����������Ŀ��ƻ�·Ͷ�Ԅ�������������һ�lֱ�����@�f������Ч�����@���ƣ����p���˲������l�������������O������ϵĎ��ʣ�����ȫ���b���_���\���������Կ��ʌ��@��������
4 �YՓ
ͨ�^�� DCS ���Ʒ����M�Ѓ������Կ��ʵõ����@����ߣ���ˇ��������ƽ�����������b������ƽ�⡢���ܽ��ġ��ӹ����ȾC��ָ�ˡ������b���\�и��Ӱ�ȫ��Ч����ƽ���\�����O�����Ҳ���õ����L���Ķ����C�b���L�����\�С�
ע���������x�����¾���ԭ�����D�dՈ�������ĵ�ַ