ժҪ ��B�˷���ݔ��ϵ�y�l�ך���ݔ���b�����\���^����ʹ���}�_���ƃx����λ�_�P�a���Ć��}����Ҫ������ݔ��ϵ�y�ܵ�����������ͣ����ij���Eʹ�������a���c���ȣ�ԭ����Ҫ���}�_�l�����l�����ϣ��o���Ӛ�y���Ϻ͚�ֶΡ���������λ�_�P��������һֱͣ����ij���E����ѭ�h���������΄յȡ���ԭ���Ʒ�ʽ�M���˸��M�����Ì���·��̖ͨ�^�ڷ��mʽҺλ׃��������ܛ��������a��ģ�M늴��}�_���ƃxݔ�������ĝM�ס��ո��Дʽ����ʩ���Fݔ����#���M�����a���a��Ҫ��ͬ�r����ɿ����С��p�ٵȴ����_�����ܺͽ���Ŀ�ġ�
ݔ�Ͱ��b�b�õĿɿ��\�Ќ��ڻ������w�������a�����P��Ҫ���ǻ������a���ϱز����ٵ���Ҫ�M�ɲ��֡�����ݔ���b���Dz��Â}�ðl�ך���ݔ��ϵ�y�������ķ��w�����M��ݔ�ͣ�������ݔ���^�̿ɷ֞�ſա����ϡ�������ݔ��4�����E[1]�����ڴ��_�ſ�����ǰ���õ�����λ�_�P���Д�ոס�������ݔ��ǰ���ø�����λ�_�P���Д��M�ף�ݔ���^���в���늴��}�_�y���ܵ��������и��һ����һ�Κ�ķ�ʽ�M��ݔ�ͣ��Ա��C��������ݔ�������ς}��������w���϶����ܵ�����늴��}�_�y����̖�����}�_�l����������}�_�l�����l�����ϣ��t����������ݔ��ϵ�y�ܵ���������������λ�_�P���ϣ��͕�����һֱͣ����ij���E����ѭ�h���������΄գ�Ӱ�ݔ�ͮa�ܣ�ʹǰ���������a���c��[2]��
�ڷ��mʽҺλ׃����������ܛ�����́팍�F늴��}�_��̖�����M�M�Ϳո��Дʽ�����Fݔ����#���_�����ܺͽ���Ŀ�ġ�
1 ԭݔ��ϵ�y�������̼����چ��}
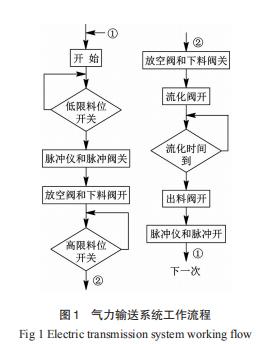
����ݔ��ϵ�y���õİl�ך���ݔ���b�ã���ݔ�����^�̿ɷ֞�ſա����ϡ�������ݔ��4�����E���乤��������D1��ʾ��
�����������ȃ��������g�϶���_ʼ����ǰ���Д�l������λ�_�P�Ƿ�̎�ڿոנ�B������ոף��t���_�ſ��y�Ń�������������ֹ�׃������_�����g�϶���������¹ʣ������_�������y���_ʼ�����w���b��l���С�������ʹ���w���Ͻ��|���l���������_�P���ͳ��M���Д���̖���P�]�����y�ͷſ��y�������b���^�̽Y�����������y�ͷſ��y�P�]���M�������A�Σ������y��׃ȳ�����w��ʹ���w���ϳ����w����B���������r�g�_��Ҫ���늴��}�_�y���_��ͬ�r�Дஔ�l����������һ���r�D��ݔ���^�̣����_�l���²��ij����y��������B�ķ��w���ϱ��}�_늴��y�����O�����}�_���Ⱥ����ڣ��������и��һ����һ�Κⷽʽݔ�͵����b�ς}���Ա��C��������ݔ�ͱ�������ܵ������l������λ�_�P�пո��Д���̖�ͳ��r���f���l�׃�������ݔ���꣬̎�ڿոנ�B���@�r�P�]�����y��늴��}�_�y�ͳ����y������ݔ���^�̽Y������һ��ݔ���_ʼ��
ԭݔ���b�ý����{ԇͶ�\���S��ؓ�ɵIJ��������������І��}���F����Ҫ�У�
1)늴��}�_���ƃx�����p�ġ���Ȳ�����㲿���^�࣬���ҳ��p�ĵ��㲿���M�r�M�����Ҳ�ُ���y��������a���L�r�gͣ܇�ȴ����������b�õ����aҲ�o��ƽ�⣬Ӱ푮a����Ч�档
2)�l������λ�_�P�������ɿ����Еr�F���l�������b���ѽ��M���������y̎���L�r�g����������λ�_�P�Д��M����̖ʼ�K�]���ͳ�����ɳ����L�r�g���������@һ����Ӱ푰l��ݔ��Ч�ʣ����ص�ԒҲ���������a��ȫϵ�yͣ܇��ͬ�r��������@�N��B�²��]���ϴ����y��Ԓ���y�����y�������\�ӣ����w�ϸ�����������ϴ����y��ĥ�p���s��ʹ�É�����ͬ�r�y��©���ʹ�׃ȉ����_�����g�϶�������϶����ϡ�
3)�l������λ�_�P�Ϸe����w�ϣ����һֱ���ϵļ���̖���F���l�����ѽ��Ϳգ���������λ�_�P�Д�ո���̖ʼ�K�]���ͳ�����ɳ����L�r�g����ݔ���@һ������Ӱ푰l��ݔ��Ч�ʡ����Ĵ������s�՚���Դ�⣬���ص�ԒҲ���������a��ȫϵ�yͣ܇��
2���Ƹ��M�����F
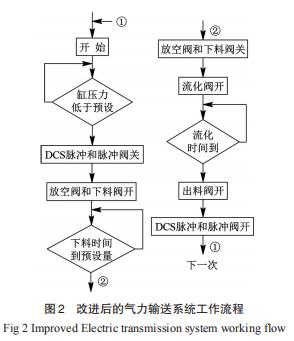
�ڬF��ͨ�^������^�졢�����͜y�㣬�l�F����Ɇ��}��ԭ��ͨ�^���ȡ�Փ�C�͌�����˸��M�������乤������Ҋ�D2��
2.1���ӷ��mʽҺλ׃����
��늴��}�_���ƃx�O�Þ���·�����b�ã���·��̖ͨ�^��
���mʽҺλ׃��������ܛ��������a��ģ�M늴��}�_���ƃxݔ�����͵��F��늴��}�_�y�����ܾ�������Ϸָ��һ���Ϻ�һ�Κ�ݔ�͵����b�ς}�С�
�@�����ܵČ��F���ڳ��Ϲܾ��ϼ��룱�l��·�ܾ���ͨ�^늴��}�_�y���_�����՚�ע�뵽���Ϲܣ����P�]늴��}�_�y�t����������ݔ�ͣ�����ͨ�^�O��늴��}�_�y���}�_���Ⱥ����ڿɌ����Ϸָ��һ�����L��һ�Κ��L�Ĵ��ڷ�ʽ������CS3000�������ƹ�����SFC�K��Ӌ�r���ȹ��ܣ����Fԓ���ƹ���[3]������SFC�����е����c���OӋ�}�_�l����ģ�K��Ȼ�������������{�á�
늴��}�_��̖�l���ij������̞飺���h�r�g�^���TM1��TM2������TM1��늴��}�_�y���}�_���ȣ�TM2���}�_���ڡ���ʼ���У����_늴��}�_�y��ͬ�r���ӕr�g�^���TM1��TM2�����r�g�^���TM1�r�g���A�O�����P�]늴��}�_�y�����r�g�^���TM2�r�g���A�O�����ص���ʼ��ȥ���_늴��}�_�y���������ѭ�h[4]��
�錍�F���mʽҺλ׃�����c늴��}�_���ƃx������·����_�ГQ������CS3000�ăȲ��_�P�O�÷��mʽҺλ׃�����}�_�l���_�P�����}�_�l���_�P��0�r��������ԭ��·����׃�����}�_�l���_�P��1�r������·�����ɷ��mʽҺλ׃�����^���ݔ�������|�c�������飺���}�_�l���_�P��1��B���}�_�l���ӳ���ģ�K���\�Р�B���ɷ��mʽҺλ׃�����^���ݔ�������|�c����t늴��}�_�y��늴��}�_���ƃx����ݔ���������}�_�������P�]�Z����ͬ�r������ģ�Kֹͣ�����P�]���mʽҺλ׃�����}�_ݔ�͡�
��Ӳ���Ӿ��ϣ������mʽҺλ׃�����}�_��̖�|�c��ݔ�������������|�c�������}�_늴��y���Դ��·�С�ʹ�÷��mʽҺλ׃�����a���}�_��̖�rֻ�茢�}�_�l���_�P�Þ�1����t�Þ�0�����Ɍ��F�}�_�������ͷ��mʽҺλ׃�����}�_��̖�l������_�ГQ��
2.2���ĝM�ס��ո��Дʽ
1��ȡ��ԭ�аl������λ�_�P�Д��M�ķ�ʽ��ͨ�^�F������^��͜y�㣬�l�F������r�»����ڹ̶��ĕr�g��ǡ���ܰѰl���b��M�����Ԍ��ڝM�ײ��õ��ǽ��r�g�Дࣺ�����϶��ٕr�g���Д���λ�M�ס����Ǟ鱣�C�M�ף����ϕr�g���O�������ɱ���Ҫ�O��ƫ�L������һ���f����ʲô�����l��ݔ�ʹΔ��l����ÿ��ƫ�L�ĕr�g�ۼ���һ��ͺܿ��^���@Ҳ�Ƽs�˰l��ݔ�����ϵ����������ң������F�����y���ϵ���r���������ϻ��������rҲ���ܼ��r�Д�����ϡ����Ԟ��ˌ��Fݔ����#���Ĺ��ܺͽ��ĵȽǶȿ��]�����������^�̷��^����C�Ƿ������b��M�ס�һ����r�£��������^���Ю������y�ͳ����y�_�����ڶ̕r�g�Ƚ��������������f��߀�ǿոף�������ϕr�g�ܶ̾Ͱl�������½����f�������b��M�ף��@�Ӿͱ�횵��F���z��ʹ_�J����Q���ڵĆ��}���������_ʼ���г���
2��ȡ��ԭ�аl������λ�_�P�Д�ոķ�ʽ��ͨ�^�F���^����о����l�F���ڰl����������Ϳգ��t������Ȼ���ͣ����Ԍ��ոɲ��É����_��ijһ���������Дֻ࣬������ԭ�����b�ڰl���ϵĉ���׃������y���l�����������mʽҺλ׃�����ڳ���������ϕr���䉺��ͻȻ�½�������������ijһ���r�����ж���׃ț]�����ϣ�����Ҫ�~�����ӵ�λ��λӋ���Д�ո�[1-2]��
3�Y���Z
�����Ʒ������M��ķ��w����ݔ���b���ѽ�Ͷ��ʹ�á�늴��}�_�y���mʽҺλ׃������̖�l���������}�_���������F���ϕr�ܼ��r�ГQ������ֻ�茢���mʽҺλ׃�����}�_�l���_�P�Þ�1��Ҳ�����}�_�������ͷ��mʽҺλ׃����֮�g���F�o�_�ГQ���C�����}�_��������ȫƥ���}�_���������\�У��Mһ�����C���b�õij��m�\�У��[Ó��������ơ�ͬ�r�ոחl�������ω��������Д�͝M�חl���ù̶����ϕr�g�Д�������r���ã��ܺõķ�ӳ����λ���挍��r���ܱ��C�ڰl��ѭ�h���Ϻ����ϳ����^�̵��������С�
�����}�_��̖���ո����Д�͝M�����ϕr�g�Д�3������ĸ��M����������������Ͷ�Y���������������b�îa�ܡ������b��ؓ�ɡ�ƽ�˾���������a�b���������a����l�]�˘O������á����M���ϵ�yݔ����������������h�h������ԭ�OӋ����������mǰϵ�y�U�ܸ��������������غͿ��g��
ע���������x�����¾���ԭ�����D�dՈ�������ĵ�ַ