���r�g��2019-10-10 ��Դ���ЏV�˺���\�I����˾ ���ߣ���䓣����|��������������������g��������
Փ�Ľ�B�˺��վ�����l��������ˮ��ԇ�Ĺ����о���ˇ���·������������ ASG001BA �ⲿ�ӟ�M�����ӿ�ܰ�����A�ᡢ�ӟ���ڲ��г�ˮ��ԇ���r�g�����ȹ�ˇ�����ݡ�
1 ����
�����l������SG������ˮ��ԇ����u��������·�Љ����ܷ���������Ҫԇ���ں�늏S�����P�I·�����������Ļ������l������ˮ��ԇ����b�ù��ܼ�Ŀǰ��ˇ���c�����ñO�y���ļ��g�����ͬF�������M�й����о��ͷ����������ԇ���m�Ĺ�ˇ���·���
2 ������c����
2.1 ���b�ù��ܺ�ˇ��B
���b�õă�����Ҫ�Ǿ߂��·�����ij�ˮ���ӟ�ʹ��ܣ��乤ˇ���c�w�F�ڣ����OӋ��ѭ�h�ӟ�ϵ�y���Ɍ��F����ǰ�S�r���Ӽӟ�ϵ�y�M��ѭ�h�ӟᣬʹ SG ���ٜضȝM��Ҏ��Ҫ������߅��й¶������Ų�Ȍ��Mˮ SG �Ľ��ٜضȽ��ͺ���Ҫ��ˮ���¼ӟ���OӋ�˃�·������ԇ�ܾ����Ɍ��F���_ SG ͬ�r�M�мӟᡢ��ˮ�������������������M������ˮ��ԇ����������OӋ������Ӌ���ض�̽�^������׃����������{�����ȣ��ɜʴ_�ɼ�ԇ��^����ԇ���ˮ���ضȡ��������ӟṦ�ʺ�й©�ʵ��P�I�������������OӋ���Ԅӿ��ƺ��քӿ��ƹ��ܣ��Ɍ��Fԇ�����ľ�que���ƺ�������ƣ����ⳬ�غͳ���������
2.2 ���f�b�ù��ڌ��ȷ���
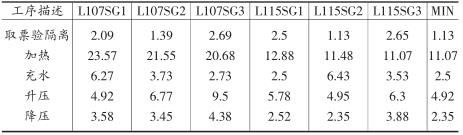
Փ�Č�ij��늻������l������ˮ��ԇ�ڔ����M���˽yӋ�������l�F������P�I·����SGˮ��ԇ�������ۺ;S����Ӱ푶������P�I·���Ŀ������ஔ�ߡ��F���eͬһ�C�M�ɴδ���ԇ�Ĺ����M�б��^�����f�b�ù��ڌ������1��ʾ��
������ 1 �������w��Ҋ�����b�Ñ����ԁ����������@�ĸ��ƣ���ȡƱ���x���棬����̎��ͬһˮƽ���o���@�������g���ڼӟ�������棬���b�ò���ѭ�h�ӟṤˇ������ԭ���żӟṤˇÿ�_ SG ���s�� 10h�������fռԇ�ڽ� 1/2���ɿ��]�ⲿ�o���ӟ�ȴ�ʩ���۳�ˮ�������棬��ˮ������� 3.5h����ˣ���������ˮ�^�̿���ˮƽ�����������������棬��żȻ�ԣ����b�õĹ��ڔ�����������ڃ����ˏ�������Ҏ�̸��M���^�̿��ƃ������濼�]������ˮ�������棬���ڲ�����侀̽���\�Ѓx�����W���I����Ӱ��^�ɕ������郞���̶�헡��������ϳ������]�ڼӟ��������ˮ�����������������Լ��YԴ�ʂ䷽��չ�_���ڸ��M��ˇ���¡�
3 ԇ�ڸ��M��ˇ�����о�
3.1 �ӟṤˇ���ƺ̈́���
���b�üӟṤˇ�Ǹ������żӟὛ��ѭ�h�ӟ�ģ�ͣ��ӟ�ǰ�� ASG001BA ȡ 50�����ҵ�ˮ���քe���� SG ���ȼs 20m 3 ���ӟ�ˮ�� 8m 3 ��ѭ�h�ܵ�2m 3 ����Ӌ 30m 3 ˮͨ�^ѭ�h�Mˮ��ˮ�ܾ��ͼӟ���ˮ���B���M��ѭ�h�ӟᣬϵ�yˮ��ͨ�^�����{�������� 90���ԃȡ�
���m�ӟṤˇ�Ą����c���ڣ���ѭ�hˮ��څ�� 90���Ժ������aˮ�ýo SG ���ȳ�ˮ������ѭ�h�ӟ�����������ߟ���f�ӟ�Ч�ʡ����b������Ӌ�O�y����ѭ�h�ӟ������� 7.74��9.1m 3 /h��������ѭ�h��ˮ������Ҫȡ�Q�� SG ����ˮ���c�b�õĸ߶Ȯa���ĉ����߉���t��Ҫ���ӳ��� SG ���ȵ�ˮ�����������l���ܰ�����OӋ�o���ӟ��b�üӟ�ܰ塣����SG �ĽY���ɰl�F�ܰ�#���_ 0.555m��������ˮ����f��ʽ���ܰ�ӟ���Ŀ�˜ض��y����������λ��#����ˣ��ɿ��]��ԇ�ǰ���l���ܰ���Ȳ��ù��I�üӟ�̺�����Ƽӟ�̺�Ĝض��� 90���ԃȌ��ܰ�����M���o���ӟᣬ#�K��һ��ˮ�ҹܰ����y�����ĜضȞ�Ŀ�˺���ֵ���ۺ����ƶ��ӟ���ٜض�Ŀ��ֵ�ͼӟṤ�ڡ��yӋ�����l�F��ԇ���ٜض�ԇ����g�Ĝؽ��� 5��7�棬�ؽ��ݶȼs�� 0.21��0.29��/h��ԇ�Y���r�Ľ��ٜضȾ�����ֵ 35��߀�� 3��ԣ�ȣ�������ԇ���ڽ��ٜضȿ��Ʒ���߀�� 10h ����ԣ�ȣ���ֹͣ�ӟ�֮��ϵ�y߀�� 1.3��3���A��T�ԡ���ˣ��ɿ��]�����ټӟ�ض�Ŀ��ֵ�� 43���{���� 41�棬��ӟ�r�g�AӋ���p�� 1h��
��ˣ��ӟṤ�ڽ��^����ѭ�h��ˮ�����OӋ�o���ӟ��b�ú��{�ͽ��ٜض�Ŀ��ֵ�õ����ƣ��ӟ���Փ���ڿ����� 8h ���ң���ǰ���о������W��ģӋ��� 8.05h [2] �ӽ���
3.2 ��ˮ��ˇ���M
�� SG1 ԇ��������ˮ��ˇ�^�̞飺�ӟ���ɺ��ó�ˮ�ý� ASG024VD ע�� SG ���ȣ��� ARE �R�rҺλӋ�Oҕˮλ������עˮͬ�r�� SIR ϵ�yע�뻯�W���Bˎ�������^�y�TVVP174VV��GCT128/130VV �� VVP601VV �M�г�ˮ�Ś⣬���R�rҺλӋˮλ���^ GCT128/130VV �r���ГQ���aˮ���M�г�ˮ�Ś⣬��ɺ��_ʼ������
������ 1 ��֪���vʷ��ˮ���ڞ� 2��6h����ˮ��ˮ����130��152m 3 ���ɿ��]�ڼӟ����g�M��ǰ�ڳ�ˮ�����w��ˮ��ˇ���������������ڼӟ����ѭ�hˮ��څ�� 90������aˮ���M�г�ˮ�����m 4h ���һ���ٜض��_��Ŀ��ֵ��ֹͣ���˕r��SG �Mˮ���� 80��100m 3 �����aˮ�ó�ˮ��ͬ�r֪ͨ���W��ˎע�뱣�Bˎ����3h �ȼ��ꡣ�ۼӟ����g�M���aˮ�ͼ�ˎ�����r���m�\�Dѭ�h���M�м�ˎ���ܼӟ���Ɇ��ӳ�ˮ���M�г�ˮ��ֱ���θ��c VVP174VV ̎��ˮ�Ś���ɣ������aˮ���^�m��ˮ��#���c VVP601VV ��ˮ����ɳ�ˮ����ˮ��ˇ�����σ�����㕽�����AӋ 2h �ȼ�����ɳ�ˮ������
3.3 ��������������
ԇ����g����Ҫ���������������ʿ��ơ�����ƽ�_߅��z��Ͱ�ȫ�y�i�������i�����������F��ԇ�Ҏ�̣�Ҏ�����������^�����£��ن��������Ì� SG ���ȉ������� 3bar �M��ԇ�ϵ�y߅��z�顣����й©�ʿɽ����^�m���գ�4bar/min ���������ʌ�ԇ������ 72bar��֪ͨ�Cе�M�а�ȫ�y�i������ɺ��^�m�������OӋ���� 85bar���������� 30min���M��й©��Ӌ���߅��z�顣�����z��ϸ��^�m������ԇ�� 102bar���������� 1h������й©��Ӌ���߅��z�顣�ܙz���Ӌ��ϸ���_й���y�������������ʣ�4bar/min�����ډ����� 85bar �� 72barƽ�_�M��߅�����P�z��Ͱ�ȫ�y����i����Ȼ����������ԓԇ����P���g����Դ�� EDF Ҏ�̣�����Ҏ�� RSE-MA2140 �¹���������ˮ��ԇ���PҎ�� [1] ������ˮ��ԇ��Б��M��������Ŀҕ�z�飬Ŀҕ�z���ڷ����������� 10min ���M�У�����əz��_�J�oй©���ɽ������Ŀ�M�ֽM���������^���е� SG ԇ�߅��z�� 30min ��������ɣ����L�r�g�ڸ߉�ƽ�_�����������O����ˆT���L�U����ˣ����h��ԇ�Ҏ�̷����M���ģ���������ƽ�_�����r�g 30min���������������������^���� 72bar.g ƽ�_�� 7 ����ȫ�y�i���ͽ��i�������ڽyӋ������ 1��2.5h��ȡ�Q�ھS���ߺ��ˆT�����á�
�C�ϣ���������������Ŀ�˿��� 8h ����Ŀ�˹����M�а�ȫ���|�����ơ�
3.4 ԇ���ˮ�Ƃ乤ˇ����
�� CPR1000 �C�M������ԇ���ˮԴ�� ASG001BA��ˮ�|�ڷ��ϻ��W���BҪ��r����ض���Ҫ���� SVA �����ӟ� ASG ϵ�y��������ѭ�h�� 50��55�棬�Դ_�����ټӟ���ɺ��M�г�ˮ�����r��������� ASG001BA ˮ����s SG ���w���ٜضȡ���ʹ���վ ASG ϵ�y�ӟ� ASG001BA ˮ�|��ǰ��l����ϵ�y�����P�y�T�O��z�ޣ�SAR ��Դ�� LLA �Դ���ѻ֏ͣ������ѳ��Fԇ���ˮԴ�ض��� ASG ϵ�yδ�֏Ͳ��ܼӟ�M���ʼ�����l�������tԇ����r���ҳ��F�^���ھo�� ASG001BA ˮ�|δ�ӟ��� 50��Ӱ푺��mԇ�ӟṤ�ڵ���r��
������ ASG001BA �ļӟ�ԭ����ϵ�y�l�������b�õļӟṦ�ܣ��Ɍ�ԇ��b�õ�ѭ�h�ӟṦ������ TSD ����ASG001BA �ӟ�Ă��÷�����
4 �Y�Z
��������� SG ����ˮ��ԇ�Ĺ��ڸ��M�����ˇ�����ݑ����ڹ��ڃ������|�������Ͱ�ȫ���Ʒ���������Ҫ�����x��
ע���������x�����¾���ԭ�����D�dՈ�������ĵ�ַ