ժҪ:������������Ʒ�ИI��һ�dz���Ҫ��ԭ����̎���h����Ŀǰ���ڇ����܌��F�Ŀ��ƻ������Ǖr�g���ƻ�ضȿ��ƣ���Ҫ���ڬF����ɡ����F���ۉm�ضȸߣ���������̎��һ���ڄӏ����^�ߵĭh����Փ�Č����ӌ��F���r�������⡢�vʷ���������Ԍ��FƷ�|��ˇ�������Ķ����C�aƷ�|ͯ�¶�������Ԅ�Ӌ�a���O�䱣�o����ˇ�����h���ĵ����������c�о���HCo����׃����_�׃����_Һλ׃����_�ض�׃����
�h��ϵ�y������ָ�ھ���W�j����һ�_��X(�͑���)�h���xȥ������һ�_��X(��������)�ļ��g��������ʹ�����ض���X���Ʊ��ض���X�r���������ڱ��ض���X����Ļǰһ�ӡ����ӱ��ض���X���ó���Ϳ���ʹ�ñ��ض���X���ļ��Y�ϡ�
�h�̱O�ؿ��Ԍ��F�����a���\�I��r���S�r���գ������a�\�I��rͬ��I�Ľ��I�������Ծo�ܽY�ϣ��Ķ����F��I�ľC���Ԅӻ��������W�j�����ȵıO�ؔ����;W��֪�R�YԴ�졣ͨ�^�h�̱O�ؿ��Ԍ��F�F���\�Д����Č��r�ɼ��Ϳ��ټ��У��ԫ@�ìF���O�ؔ��������h�̹����\�༼�g�ṩ���|���A;ͨ�^�h�̱O�أ������ߟo��H�R�F�����ӵĭh���Ϳ��ԱOҕ�����������aϵ�y�ͬF���O����\�Р�B�����N���������ñ����S����ܛӲ���YԴ���h�̌����M���^�̿��ƣ��S�o�O��������\�I���p�ٲ��������F�˞����ʧ�`��#�K���F�h�˵ğo�˻�����ֵ�أ��_���p�T��Ч��Ŀ�ġ�
1�O��ϵ�y�Y���c����ԭ��
1.1�ضȜyA�����Ʋ���
��Ҫ�ɜy��̽�^�����蘪��늙C��׃�l���M�ɡ�������D1��ʾ��
����ԭ��:���늙C����׃�l��ָ��ӣ��o�O�{�٣��ѽM���ϔ���;���϶���M�����ŷ��ꮅ���늙C�_�������\�D��B��ʹ�M����Ѹ������;���ض������O��ֵ�r��늙C�ֻص������\�D��ͬ�r����ͨ�^���ײ����y�ŷŵ����ס�
���g���c:�قȜ�̽�^����ʹ�õı��o�ײ��õ�����ĥ���ϣ���Փ�Ͽ���ʹ��ʮ�ꡣ�ڱ��o�͜y��Ԫ��֮�g���������V��������Ч�ӿ�����ٶ�;�ڽ��^�yԇ��׃�l���Ĺ���ʿ��_��22.01%����׃�l�����кܶౣ�o���ܣ����^�����^����Ƿ����Ƿ����ȱ��Ⱦ����ṩ���o��
1.2���Ϻ����ϱO�ز���
����ԭ��:���϶��ﰲ�b����ʽ��λ�_�P���Ա�Б�Ͷ�϶����Ƿ����ϣ��o�ϕr��λ�Б�ݔ����̖��Ͷ����ʾ����ʾͶ�ϡ��������°��b���ʽ�ӽ��_�P���Б����b�϶����ڕr�����ϵ��_���ŗl������Ԅ����ϡ��]���b�϶��r�����Ų������ϣ��ҕ��r�����늙Cͣ�C��ʹ���M�����ߠ�B��ֱ���Б����϶��r�����늙C�ŕ��ٴΆ��ӣ�ͬ�r���_�����y�M�����ϡ�
1.3ͨӍ����
���ı���������S7-200PLC, EM277�Uչͨ��ģ�K��S7-300PLC�M�ɡ�������D3��ʾ��
����ԭ��:�ı���������Ҫ�nj��F���O���M�й������ƣ����R�r�ɼ�����Ō��r�\�Д������O�y������֮��ͨ�^�Ϳ�����W�Pͨ��ģ�K�M��Modbus-RTU����ͨ�š�S7-200PLC��Ҫ�Dzɼ��F�����O���_���P�C��r����������늣�һֱ��������ͨ�Ź�����B��EM277ģ�K��S7-200PLC��Profibus DPͨ��ģʽ�ı���Uչģ�K����ģ�K�Ĺ��܄����ڔ������D̎��ӡ�S7-300PLC��ͬ�r�M��Profibus DP����ͨ��̫�W(TCP/IP)ͨ��ģʽ��������Ҫ����֮һ�ǺͿ�����W�Pͨ��ģ�K(��վ)��EM277ģ�K(��վ)�M��Profibus DP����ͨ�ţ�S7-300PLC����վ��
1.4�h�̱O�ؼ���������
�ɷ��������_ʽ��X���@ʾ���M�ɡ�������D4��ʾ��
����ԭ��:���������b2�K���m����̫�W����1�K�cS7-300ͨӍ����I�K�c����W�еĹ��c�O�����B�ӡ��͑�����X��c��������X̎��ͬһ������W�£��\��Windows XP���ϰ汾�IJ���ϵ�y��ͨ�^����“�h�������B��”����ݔ�˷�������Ӌ��C��IP��ַ�M���B�ӣ��S��ݔ�˶�������ϵ�y�����ܴa��䛣����M�бO�ء�
K-4���wϵ�y
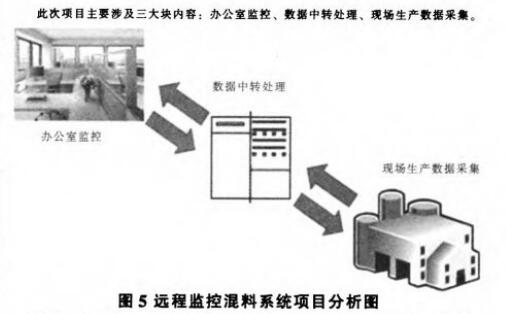
�����O�ÿ������k������ɣ�Ҳ�����ڬF���M�С����˷�ֹ�������ڬF���S��ĄӅ��������O��4���ܴa����ˇ��Ҫ�����P�������ɹ��������k�����ġ��F���ɼ����a�����ĺ������ı���������Ȼ���ǔ������D̎����EM277�Uչͨ��ģ�K��S7-300PLC�ȣ���ͨӍ���֡��k���ҵ��h�̱O�ؼ����������ɷ��������_ʽ��X���@ʾ���M�ɣ���D5��ʾ��
���ضȡ����ضȡ����늙C����DZO�ص���Ҫ��ˇ����;���϶�����Ӌ�a���֕r�g�ηְ��M�У����Ԅ��ۼӡ��yӋ�����F�cERPϵ�y����
���Y
�h�̱O�ػ���ϵ�y���Թ��I�Ԅӻ�ģ�M��ɵĹ��I�O��ϵ�y�����������ĬF���O���������h�̱O�أ��@��һ���Խ�����ă�������܇�g�Ĺ����ˆT���Գ���˽����a����ʹ��Ҫ���Q�䷽�����h�̱O�ػ���ϵ�y��Ч�淴ӳ�ڶ�������:һ�nj��r�O�أ��ɚvʷӛ䛱��棬������Ʒ�|����;�����Ԅ�Ӌ�a��������܇�g����ÿ���µ��A�aӋ��;�����h�̱O�أ������T�����s�a�������ǰ�°���S��������Ҫ�Ĺ�ˇ����;�����Ԅӻ��̶ȸߣ����܇�g�����ˆT�����a�^�̹����ĄڄӺ���;�����ڹ�˾�^�ǾW�ȣ�����ؓ�F���a��Ʒ�|�IJ��֣�ֻҪ���˷���������ַ���Ϳ��Բ�ԃ��Ҫ�����P����;���ǹ��ܜp�ţ��^��ͨ����ϵ�y���ԣ�׃�l�����Ԅӿ��ƵĹ�����_22.01%,����ͨ�C�_��늞�75kWh������������16.5kWh,����ÿ�_�C��Mÿ�տɹ�֧300Ԫ��
ע���������x�����¾���ԭ�����D�dՈ�������ĵ�ַ