ժ Ҫ �����Ľ�B�˺��ϲ�����늏S101�������g��AC �S��ȥ��ʹ�õĻ��Wԇ���������ߣ����c��B���ܷ�塢���ż��С������ȥ�۹������̣��������е�ijЩ�����M���˸��M������δ����������չ����
�������g�����վ���Pϵ�y���O���M��ȥ�ۿ�����Ч�Ľ��͙z���ˆT�����Մ������p���ˆTմ�ۺͽ�����Ⱦ�l�������C�������g�z����������M�С��������g��ȥ�۵��O�䡢������ʽ���ӡ���������ˌ��@Щ��ȥ���O�䡢�������������M�и�Чȥ�ۼ��ɞ�AC �S��ȥ�۵���Ҫ�������ڱ��δ����У����ϲ�����늏Sͨ�^���Ĝʂ估��Ч��ʩ��ȡ�������õĽY����
1.ԇ�����O�了��
��1��AC �S��������ȥ��ʹ����Ҫԇ�������WƷ�_ِ�� ��DURSET ����Ч����ϴ���N�ӹ���֬���ۉm�ͽ���м�����Ó֬ȥ�۹�����ʹ�ð�ȫ���㣬�]�l�صף��������κΚ��E��HAKUPUR �A��ȥ�ۄ� ��ԓȥ�ۄ����Á�������N�������܄��ı��港�g�
��Ҫ��������ĭ���x�ӱ��������M�ݣ�����ϴ�섩���坍���õ���ȣ��܄���ˮ����Һ�����g��Һ��ˮ��HAKNEUTRAL ����ȥ�ۄ� ����һ�N�m�����κ����|����ȥ�۵���������ğo��ĭ��ϴ������������������׃���ҁ��Բ��P䓡��������մɡ����Ϻ��������ĸ��g�a�HAKNEUTRAL ��һ�N�o��ĭ���П᷀����ȥ�ۮaƷ�������@Щ���ԣ�����ڬF�еķ����ԏU���̎���̻��ϣ�ʹ��ԓȥ�ۄ��������κΆ��}��
ND300��Чȥ�ۄ� ����Ҫ���ڽ��ٱ������۵���ϴ���oȼ���ԡ�
���i��� ������ɫ�н��ٹ�ɽY��������ˮ���c���������ЙC�܄��������ɵ̓r�i������ן���ֽ⣬������Һ�гʏ����������A����Һ�г��������ԡ�
KMnO 4 =K 2 MnO 4 +MnO 2 +O 2
MnO 4 - +H+=O 2 ↑ +H 2 O+MnO 2 ↓
�������c ����ɫ����Ƭ����w������ˮ�Ͷ�����̼���ܽ�ጟᣬ���g�·����������մɡ���Һ���y��懡��F������
2Al+2NaOH+6H 2 O=1Na[Al(OH) 4 ]+3H 2 ↑
2NaOH+SiO 2 =Na 2 [SiO 2 (OH) 2 ]
���� ����C 2 H 2 O 4 ·2H 2 O/ ������126.07���oɫ�Y�����ڝ�ᡢ����Ŀ՚����L��������ˮ���Ҵ������၆�F�ܽ�Ȟ�
0.22g/100g ��ˮ��0.026g/100g ��ˮ
������ ����C 6 H 8 O 7 ·H 2 O/ ������210.14���oɫ�Y��������՚�����Óˮ������՚������������ߜ��ֽ⣬�̑B�ЙC��������ˮ���ܺõĽj�τ����������t37�� �ܽ��0.042g/100g��
Confidence Plus ����������ϴ�� �������坍Һ��⻬����Ă��˷��o�b��һ������������坍����������һ�N������Ч�����Ҿ��К����坍���ܵĮaƷ���H��1��˾�坍Һ���1�Ӂ��Ĝ�ˮ��#��110�A�϶ȣ��Ϳ��Ԟ�Ӳ����Ă��˰�ȫ�O���M���坍������������Ӳ�|��ȫñ�����֡��oĿ�R�����R�����oñ�� �X���o����������ߡ���������
��2��AC �S��ʹ�õ��O��
0SBE203BA �A��ȥ���� �����ڄ����ʸߡ�������Ⱦ���ػ������Ⱦ�������ք�ȥ�۷�������ȥ���ķ�����ȥ�ۼ��Ļ��Wȥ�ۡ�
0SBE204BA���}ˮ��ϴ�䣺���ڌ�0SBE203BA��0SBE205BAȥ�ۼ���Ưϴ��
0SBE205BA ����ȥ���� �����ڄ����ʸߡ�������Ⱦ���ػ������Ⱦ�������ք�ȥ�۷�������ȥ���ķ�����ȥ�ۼ��Ļ��Wȥ�ۡ�
0SBE207BA ����ȥ���� �����ڄ����ʸߡ�������Ⱦ���ػ������Ⱦ�������ք�ȥ�۷�������ȥ���ķ�����ȥ�ۼ��Ļ��Wȥ�ۣ��m������С�ߴ���y�T�������ߵȱ�����Ⱦ���أ��и߄����ʵ���Ⱦȥ����
0SBE213BA ����ȥ��܇�g�O��0SBE213BA�������ڵ�ˮƽ�ķ����ԔUɢ�l�����M�д����O��Ľ��ܡ�����b�����������ϴȥ�ۺͲ�ж���m���ڱ�����Ⱦˮƽ�ͣ��̈́����ʴ�ȥ�۴����O�䡣
2.ȥ�۹�ˇ
2.1������ȥ�۹�ˇ
�֞�Cе�۹�ˇ�����Wȥ�۹�ˇ�����W + �Cеȥ�۹�ˇ3�N��
2.2ȥ�۹�ˇ����������
��1�����żȥ��
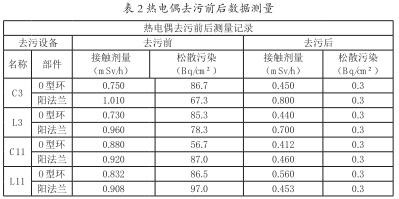
�����ż�M�е��´�ȥ�ەr���ڻ���^���أ���˲��ÙCе + ���Wȥ�۵ľC�Ϲ�ˇ������0SBE207BA ����ȥ����������10% HAKUPUR �A��ȥ�ۄ��������ż�M��ȥ��ǰshou�Ƚ��Д����y����ӛ䛄����ʼ�������Ⱦ��ȵ���Ϣ ���S���ż������������10% ��ȵĉA��ȥ�ۄ���0SBE207BA ���M�л��W + ����ȥ�ۣ���75��l���³���ȥ��4С�r��ȡ��������0SBE213BA ��ϴ�_���ó��}ˮ�_ϴ0.5С�r�������b���_ِ�ص��������M���˹���ϴ��#���ó��}ˮƯϴ���øɲ����ɡ��Y���@ʾ���˴�ȥ��Ч�����룬ȥ��ǰ��Ҋ��1��

ˮ�������ż�M�еڶ���ȥ�ۣ��b�������M�г�ˮ�����yԇ֮���M�У��r�g�^�̣����ż���������أ�ǰ������߀ԭȥ�ۺ����ʴ�͵���r����˲����˻��W + �˹�����ȥ�۹�ˇ���������ż������������10% ��ȵĸ�Чȥ�ۄ����������M�н���2С�r��ȡ��������0SBE213BA ��ϴ�_���ó��}ˮ�_ϴ0.5С�r�������b���_ِ�ص��������M���˹���ϴ��#���ó��}ˮƯϴ���øɲ����ɡ� ����ȥ��Ч��Ҳ�����룬���w����Ҋ��2��
�������δ���ȥ����r���������´Ο��żȥ�۲��õ�����߀ԭ + ����ȥ�۵Ĺ�ˇ����˽��|�����ʣ�������ɢ��Ⱦȥ��Ч���O�ѣ��h���ژ˜�ֵ���D1�͈D2�քe��ȥ�ۺ�ǰ��Ч���D ���ڶ��Ο��żȥ�۱�����ɢ��Ⱦȥ��Ч�����ژ˜�ֵ���ȵ��´�����߀ԭ�����s���r�s1.5С�r������ˮ��������û��W + �˹����÷�ȥ�۟��ż�����ϴ��ެF�����H��


��2���r��ȥ��
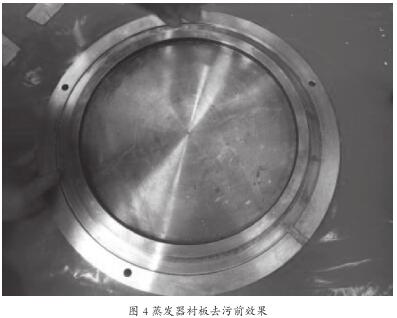
�����Ќ��r���M�Ѓɴ�ȥ�ۡ��ڵ��´�ȥ��ǰ�����l���r���ڸߜ������������Ⱦ�dz����أ��γ���һ�����ܵĺ�ɫ���e��ú��εIJ��÷����_����ȥ��Ч�����ʲ��û��W + ����ȥ�۹�ˇ����Ҫ������0SBE203BA ������8 h →213BA �_ϴ0.5 h →205BA ߀ԭ4 h →204BA Ưϴ0.5 h →ȡ�����������_ِ�ز�ϴ→���}ˮ�_ϴ����ɡ����^̎�������l���r��ȥ��ǰ��Ч�����@�����w������rҊ��3��
ˮ���������l���r��ڶ���ȥ�ۣ��c̎����ż���ƣ����]��ݗ����o#�������s���r���أ���ӑՓ���û��W + ����ȥ�۹�ˇ����0SBE213BA ��ϴƽ�_���ý�10%����ȥ�ۄ���ȥ�۲�����→���}ˮ�_ϴ→�_ِ�ز�ϴ→���}ˮ�_ϴ����ɡ�Ҳ�_����ȥ�ۘ˜ʣ�Ԕ������Ҋ��4��
�����ڶ����r��ȥ��Ҫ�M������߀ԭȥ�ۣ������β���ȥ�ۺ�Ч���c����߀ԭȥ������^������ȥ��Ч���Բ�һЩ���wЧ����D3�͈D4��ʾ�������s���r�s10��С�r����ˮ�������r�儩���ʲ��ߣ��ˆT���ռ��w�����ܵͣ����ô�������Ч�ı����˴����b����������M�У�����˹���Ч�ʣ���ˮ��������ò��÷�ȥ�۸����ϬF����Ҫ��

��3��С������ȥ��
���û��W + �߉��_ϴ + �˹����õ�ȥ�۹�ˇ�����b��10% ����ȥ�ۄ��Ľ���Ͱ�н���8~12��С�r��Ȼ��ȥ�۹����߽yһ������0SBE213BA ��ϴ�_���M�и߉��_ϴ0.5С�r���_ϴ��ɺ���ȥ�۲��������߲���һ�飬#�����ɡ�����ԓ��ˇ��ȥ�۴ֹ����ߵı�����ɢ��Ⱦ����һЩ���C�����m����ĥ��C��ֱĥ�C����늚�^��Ҫ�p϶�^���Ҽ�С�����|���m��ȥ�۵ģ�ȥ��Ч�����Ǻ����롣
�Y�Z
AC �S��ȥ�۵�Ŀ���DZM���ܵČ�����Ⱦ�O�䡢������ȥ�۽���������Ⱦˮƽ���@�ӿ��ԘO��Ĝp�����յļ��w������ݗ����o#�����õ����H��չ�F�������ˆTݗ�䰲ȫ����߹���Ч�ʣ��Ķ����C�������܉�ȫ����Ч�����|����ɡ�
����ȥ����Ҏ�̼����������A���M�У�ͬ�r�M���˴�đ̽���о����M���@��һ����ȥ�ۿ����_�ˣ�#��Ҫ���ǹ��s�˕r�g�������������ȡ�˕r�g�����������Ϻ������˾ AC ȥ�ی������о��ϛ_���~݆�������~݆���O���ȥ�ۣ��������̼�ȥ�ۄ��䷽�M�Ќ���о������M������m�Ĵ���ȥ�۹�������֪�R���䡣
���Ptuijian���ߜظ߉����ż���վ�y�،��ß��ż