
ժ��Ҫ ����B��ʽ�ɚ��ܷ�Y��������ԭ����������ɵ͉��ɚ��ܷ�һ��й©�����������ԭ��Q������
1 ����
�к�ʯ���A�Qú������˾“3052”�b�����aҎģ����a30�f t Һ����52�f t ���w�����ء��� 2015�� 6��Ͷ�a��2018��7�£��ϳ���������Ӌ�͉��ɚ��ܷ�һ��й©�������г��m�߸ߵ�څ�ݲ���u�ӽ���ֵ�������{�C�M��ƽ���\�к�˾�ķ������a�����̽���ɚ��ܷ��ʹ��Ҏ�ɡ���ȡ���_�ľS�o�ֶ��@���Ȟ���Ҫ��
2 �ϳ���������Ӌ�M��ˇ���̽�B
�ϳ���������Ӌ���w��ƽ��݆�C�����s�C�͉��ס����s�C�߉��������ֽM�ɣ������ձ����˾���a���죬���s�C�͉���Һ��ϴ��Ԫ�́������r�ϳɚ��M�Љ��s�����s������r�ϳɚ⣬�ڸ߉����c�ϳɆ�Ԫ���ص�ѭ�h�ϳɚ��ω��s��14.25MPa��56.9�棬��294 393m 3 /h �������ͺϳɆ�Ԫ�M�кϳɰ��������ϳ���������Ӌ���b����݆�C�ij���ϵ�y���������ܾW�ṩ4.3MPa��437�桢50.4t/h ���^���Љ������������ɱ������������γɺϸ����������Һ�����Ӊ�����ˮ̎���Ԫ���������á�
3 �ϳ���������Ӌ�M�ɚ��ܷ��ԭ����B
�ϳ���������Ӌ�S���ܷ�ʹ�õ����ɼs�����m��JOHNCRANE����˾���a�Ĵ�ʽ�����۸ɚ��ܷ⡣�����۸ɚ��ܷ�ĽY����D1��ʾ��
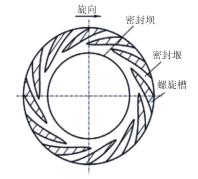
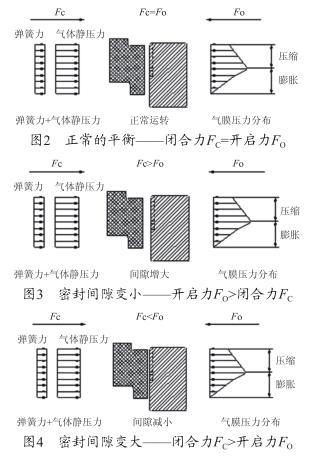
���ܷ����ϼӹ���һ�������������ۣ������һ���3μm���S���ӭh�M�������D����������Ě��w�����У����⾉�������ģ����͉��ȣ������ܷ��ߌ����w���������������ã����ƚ��w����͉��ȣ�ʹ�Ú��w�������裬���w�������ߣ��@һ���ߵĉ����������b���o�h�c�䌦�ӭh���_ �������w�����c���ɻ֏���ƽ��S��һ��#С���g϶�����w�S�������۽����Π��׃�������s���ڲ۸����γɾֲ��ĸ߉��^��ʹ������_�γ�һ����ȵĚ�Ĥ��ʹ����һ������\�Зl���¶����ܱ��ַ��x����˲���ĥ�p���]���� F C �ǚ��w�����͏������Ŀ��͡��_���� F O �Ƕ����g�ĉ����ֲ���������e�e�ֶ��γɵġ���������ƽ��l�����]���� F C = �_���� F O ���\���g϶�s��3μm ���������ij�N�ɔ_ʹ�ܷ��g϶׃С���t�����g�����͕������@�r�_���� F O > �]���� F C �������g϶�ԄӼӴ�ֱ��ƽ���ֹ�����ij�N�ɔ_ʹ�ܷ��g϶���t�����g�����͕������@�r�]���� F C > �_���� F O �������g϶���ԄӜpСֱ���µ�ƽ���ֹ��Ҋ�D2~ �D4�� [1]
4 �ɚ��ܷ����̽�B���Ե͉��מ�����
4.1 һ���ܷ������
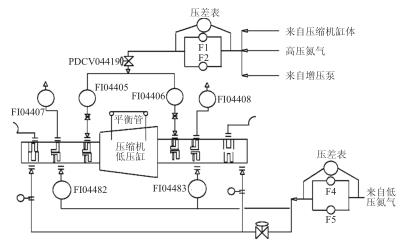
�����\�Еr�C�M�߉��׳��ښ⣨�_܇ǰ�ø߉����⡢ͣ܇�������Ú⣩���^�V�� F1�� F2���^�V����1μm�����ٽ���ӱ�Ĥ�{���yPDCV04419�����������ڸ���ƽ��܉���0.1MPa��Ȼ������Ӌ FI04405��FI04406���εĹ����y������������164m 3 /h �քe�M��͉��͉��˵�һ���ܷ�ǻ�͵͉��߉��˵�һ���ܷ�ǻ��һ���ܷ��^�ֽ��C�M�Ԍm�ܷⷵ�ص��C�ȣ���ֹ�C�Ț��w��©��Ⱦ�ܷ⣬�������w���^�ܷ����й©��һ���ܷ��Ś�ǻ��
4.2 �����ܷ������
0.45MPa ���⽛�^�V�� F4�� F5���^�V����1μm����֞���·�����Ѓ�·��������ܷ��Դ�քe������Ӌ FI04482��FI04483�M������ܷ�ǻ ���ֶ����ܷ�⽛���g�Ԍm���cһ���ܷ�й©���Ϻ�Ż�棬�����������ܷ����й©��ȫ�ſա�
4.3 ���x������
0.45MPa ���⽛�^�V�� F4�� F5�^�V���ٽ��Ԅ�ʽ�{���y������������0.15MPa �������·�����ٿװ�քe�M��͉��͉��˵ĸ��x���Һ͵͉��߉��˵ĸ��x���ң�һ���ֽ������Ԍm��ǰ�˺��c�����ܷ����й©���w��ϣ�������ȫ���c�ſ� ����һ���ֽ������Ԍm�ĺ�ˣ�ͨ�^�S�л��ͷſտھ͵طſգ��˲��֚��w�Ǟ�����ֹ��������Ⱦ�ܷ���档
4.4 �Ż�������
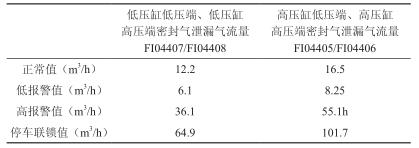
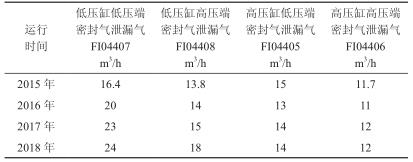
һ���ܷ�й©���c�ֶ����ܷ���Ͻ�����ӋFI04407��FI04408 �� �� �� �档 �� һ �� �� �� �p �� �r �� �� ӋFI04407��FI04408��ֵ���ӡ��������ܷ�p�ĕr������ӋFI04407��FI04408��ֵ�p�٣�Ҋ��1����
5 �ɚ��ܷ��\�д��چ��}��̎����ʩ
�ϳ���������Ӌ�͉��ɚ��ܷ�һ��й©��������2015��4��ԭʼ�_܇��2018��6���г��m�߸ߵ�څ�ݣ���������r��ȡ��ʩ�Α{���^�m���ӕ��o�C�M�\�Ў����[�������ؕr���l���i��܇�¹ʡ�
��˾�Q������2018��7�´��ޙC���z�鉺�s�C�͉��ĵ͉��˺߉��˵ĸɚ��ܷ�Ȳ���r���C�Mͣ܇�غϸ�ͣ�P܇��ͣ��·ϵ�y���S���ˆT���_�S���ܷ���w����ɚ��ܷ�M���l�Fһ���ܷ�ⲿλ�д�����ɫ̼�ۣ�Ҋ�D4����
6 �ɚ��ܷ�ʹ��������ܷ�e̼��ʧЧ��ԭ��
�ډ��s�C�_�Cǰ����회�һ���ܷ�⡢�����ܷ�⡢���x��Ͷ�ã������ƺ��ܷ�≺��������������ܴ_���C�M�_�D���г���ĸɚ��ܷ��Դ��ʹ�ӭh���D���γ���ȵĚ�Ĥ����ֹ�ӡ��o�h��Ħ�������ܷ��档���ڸɚ��ܷ����� �Ӊ�����ʹ�ܷ���Ó�x���|�����������D�a���ĄӉ����s����ʹ�ܷ�����x�����ԙC�MҪ�_���_����ʹ�ܷ�����x����Ӊ������D�����ϡ��l�����_ͣ܇��ȻҪ���^�L�r�g�ĘO�ͱP܇��25r/min���͵���ů�C��l 000r/min�������yӋ�ϳɚ�C�M��2015��6����2018��7���\�����g���ѽ��_ͣ܇�ѽӽ�30�Σ�ÿ���_܇ǰ���������ܾ�ů����Ҫ�M��1.5h��ͣ܇��ƽ���w�ضȽ���50����Ҫ�M�бP܇8.5h������ů�C��Ҫ2h���۷e�r�g�_��360h���ϣ������Ϲ��r���g�D�Ӷ�̎�ڵ������D��B����Ҋ�ӭh�c�o�h�L�r�g̎�ڸ�Ħ����B���ɴ��ҵ����ܷ�ʧЧԭ��
�Ӊ�����ʹ�ܷ���Ó�x���|�����������D�a���ĄӉ����s����ʹ�ܷ�����x�����ԙC�MҪ�_���_����ʹ�ܷ�����x����Ӊ������D�����ϡ��l�����_ͣ܇��ȻҪ���^�L�r�g�ĘO�ͱP܇��25r/min���͵���ů�C��l 000r/min�������yӋ�ϳɚ�C�M��2015��6����2018��7���\�����g���ѽ��_ͣ܇�ѽӽ�30�Σ�ÿ���_܇ǰ���������ܾ�ů����Ҫ�M��1.5h��ͣ܇��ƽ���w�ضȽ���50����Ҫ�M�бP܇8.5h������ů�C��Ҫ2h���۷e�r�g�_��360h���ϣ������Ϲ��r���g�D�Ӷ�̎�ڵ������D��B����Ҋ�ӭh�c�o�h�L�r�g̎�ڸ�Ħ����B���ɴ��ҵ����ܷ�ʧЧԭ��
 �Ӊ�����ʹ�ܷ���Ó�x���|�����������D�a���ĄӉ����s����ʹ�ܷ�����x�����ԙC�MҪ�_���_����ʹ�ܷ�����x����Ӊ������D�����ϡ��l�����_ͣ܇��ȻҪ���^�L�r�g�ĘO�ͱP܇��25r/min���͵���ů�C��l 000r/min�������yӋ�ϳɚ�C�M��2015��6����2018��7���\�����g���ѽ��_ͣ܇�ѽӽ�30�Σ�ÿ���_܇ǰ���������ܾ�ů����Ҫ�M��1.5h��ͣ܇��ƽ���w�ضȽ���50����Ҫ�M�бP܇8.5h������ů�C��Ҫ2h���۷e�r�g�_��360h���ϣ������Ϲ��r���g�D�Ӷ�̎�ڵ������D��B����Ҋ�ӭh�c�o�h�L�r�g̎�ڸ�Ħ����B���ɴ��ҵ����ܷ�ʧЧԭ��
�Ӊ�����ʹ�ܷ���Ó�x���|�����������D�a���ĄӉ����s����ʹ�ܷ�����x�����ԙC�MҪ�_���_����ʹ�ܷ�����x����Ӊ������D�����ϡ��l�����_ͣ܇��ȻҪ���^�L�r�g�ĘO�ͱP܇��25r/min���͵���ů�C��l 000r/min�������yӋ�ϳɚ�C�M��2015��6����2018��7���\�����g���ѽ��_ͣ܇�ѽӽ�30�Σ�ÿ���_܇ǰ���������ܾ�ů����Ҫ�M��1.5h��ͣ܇��ƽ���w�ضȽ���50����Ҫ�M�бP܇8.5h������ů�C��Ҫ2h���۷e�r�g�_��360h���ϣ������Ϲ��r���g�D�Ӷ�̎�ڵ������D��B����Ҋ�ӭh�c�o�h�L�r�g̎�ڸ�Ħ����B���ɴ��ҵ����ܷ�ʧЧԭ�����^���Ϸ������Եó���̼�۵��γɾ��Ǹɚ��ܷ�Ąӭh�c�o�hĥ�p��ɵġ����ڄӭh���|��Ӳ�|�Ͻ�̼���u���o�h���|��̼���裬�ӭhӲ�ȴ����o�hӲ�ȣ��o�h��ĥ�p�a��̼�ۣ�̼����Һ�w���ߚ��w���ؽM�����|�Y���o�h�� O ��Ȧ�ϣ���K�o�h���\����ɿ������M����ɵ͉��ɚ��ܷ�һ��й©��������ԭʼ�_܇�ԁ����m�������ˬF��ӡ�C�ˮ�һ���ܷ�p�ĕr����Ӌ FI04407��FI04408��ֵ�����@һ�f����
7 ��Q��������
��Ȼ�_ͣ܇�Δ��^���l���nj��¸ɚ��ܷ�ʧЧ����Ҫԭ���҂��o�����A������أ�������������ˆT��ԓ�Ĝp�ٵ��ٱP܇�r�g�͵���ů�C�ĕr�g����ȥ��Q���}����Ҫ�s���_܇ǰ�������ܾ�ů�ܕr�g��Ҫ���Ců���|�������_ȫ���͵،��ܺ��������ſ��y���_�����������y�M��ů���ڿ��������������ʲ�������r�±M����_���������y�M��ů�ܡ�
����C�M̎�ژO��B���C����ů�C�r�g���Կ�����1.5h�ԃ� ������C�M̎����B���C����ů�C�r�g���Կ�����1h �ԃȡ�����C�M̎�ڟ�B���C����ů�C�r�g���Կ�����0.5h�ԃȡ�
1��ÿ��ͣ܇�֟ᾮ�aˮ�y#��������ͨ�Ԍ����w�ȟ����M�쎧�ߣ��M������ֹͣ�S�������ͱP܇��
2��ÿ��ͣ܇���������y�T�P�]��ȫ�_�͵،��ܺ��������ſՏĶ������w�ضȡ�
3��#����Ҫ�����ڙC�Mͣ܇1h �Ȳ�ȡ�B�m�P܇��ʽ���S����ƽ���w����50����ǰ��ȡ�g��P܇��0.5h �P܇5min���ķ�ʽ��
4��2018��7�¸ɚ��ܷ�S�Ҽ��g�ˆT���Ό��ɚ��ܷ�M���M�и��Q���ϳɚ�C�M�ɚ��ܷ��\��һֱƽ�����������ָ�˾������������ȣ��C�M�\�з�����
8 �Y���Z
�l�����_ͣ܇���e���|�l�i�o��ͣ܇���ɚ��ܷ�ēp���^���@����Ҫ��������l�����_ͣ܇����ͣ܇���g��Ҏ���S�o�Б��������Ͽ��܌��¸ɚ��ܷ�ʧЧ�����ذl�����Ķ������ɚ��ܷ�İ�ȫ���ϡ�ᘌ�ԓ���s�C���ڵĆ��}�M�����ƣ��Ķ�����I�����˽���Ч�档














 �Pע�҂� ���F���A
�Pע�҂� ���F���A