ժҪ��ú�ƺϳɰ���ˇ���P�ڃ�������COÓ��һ���x��͜�Һ��ϴ���g�����͜�Һ��ϴ��ˇ�����l�����̣�����ˇ�������O��S�oҪ���^�ߣ����ľ��ҹ�˾�׃�������F�Ć��}�������S�o���P�����M�з�����
���ĺ͌����W����˾һ���Ŀ����ú��ԭ�ϣ���a40�f���ϳɰ���20�f���״���70�f�������Ŀ�����а��ϳɚ⾫�ƹ�����ú�����̩���似�g�ɷ�����˾�OӋ����ĵ͜ز׃����������Ó��CO��Ar��CH4���s�|��ʹ���ڰ��ϳɚ��е�CO+CO2����С��16mg/Nm3��H2/N2�_��3��1���ԝM�㰱�ϳɹ�ˇҪ���ҹ�˾�׃������2014���_܇�ԁ����F�˸���}���F�ׂ͎�ͻ�����}�M�з�����
1Һ��ϴ��ˇ����
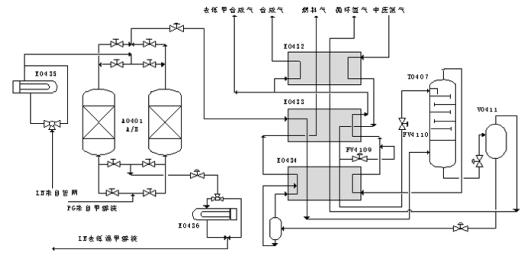
�׃�����ɷ��ӺY�����_���ʽ�Q��������ϴ���������x���O�䘋�ɣ���ˇ���̈DҊ�D1�����ӺY�����͜ؼ״�ϴ��������CO2��CH3OH�ȘO�Է��ӣ�ʹ���ڹ�ˇ����CO2≤2mg/Nm3��ͨ�^���_���ʽ�Q������s���M�뵪ϴ�����ڣ�190��ĵ͜حh���£����Ú���cCO��CH4��Ar�ķ��c��ͬ���Խ����ڶ�M�־��s����ʽ��CO��CH4��Ar�Ě������ܽҺ���У��_���ϳɚ���CO+CO2����С��16mg/Nm3��Ҫ��ͬ�rͨ�^ϴ�쵪�����䵪�����䵪���N��ʽ���ϳɚ���H2�cN2�����{����3��1��
2�׃������Ҫ���ڵĆ��}
2��1���ӺY�̿��y����
�ҹ�˾���ӺY�����Ϻ��h��˾���a��5A���ӺY���\�����ڞ�20.46h���\������Ч���������������ӺY�̿��y������Ҫ�����y�T�������Ϻ���ʢ܉�����y������ӺYϵ�y�̿��yδ�����M�оS�o���B��2017��10�£����ӺYB�͟ᵪ����ڳ̿��yKV4106��©����56��ؚ͜��볣�ص���ܵ����ܵ��y��#�͜ض��_���ˣ�18�棬�����“���”�ܵ������L�U���ϳɰ�ϵ�y����ͣ܇2��z�ޣ���ɘO��Ľ����pʧ��
2��2�������
�ҹ�˾����Ȳ��ð��ʽ�X�ƓQ�������Q��Ч���ã����Q���Ƭͨ��С�������S�o��������ɶ������������F�^�ɴΓQ��������ͣ܇�¹ʡ�2015��3��20�յ͜ؼ״�ϴ������������ϵ�y������u���ߣ�ϵ�y�͟��l��(#���_��1��2d/��);4��9��
�׃������ʽ�Q����ǰ������40kPa��u�_ʼ����;4��21����ǰ�����_��400kPa��ϵ�y�o���S��ؓ�ɣ�Һ��ϴͣ܇�͟�̎��;4��24�ղ��ԭ�Ϛ��M����ڶ����^�V���r�l�F������ɫ�Y�����|������ԓ��ɫ�Y�����|�ڳ�������Ȼ�ֽ⣬�������@�}(̼���@��̼����@)�������Љ����ⷴ�������ʽ�Q���������������������w���������w���ߏ͟���0�����ϣ��֏��_܇���\��������
2015��5��25��ϵ�y������ӣ�������������ϵ�y�������͟��l�������������������ʽ�Q����������45kPa������78kPa;6��2�շ���������������ϵ�y�״��а�������1%�������x�ރȺ����״������ۼ״����²ۣ�ͬ�rҪ��׃�Q����ϴ����ϴ��ˮ��;6��5�հ�ʽ�Q��������������280kPa��ϵ�yͣ܇�z��;6��6�շ�������ԭ�Ϛⴵ�����w������NH3������1.81%��CO2������271mg/Nm3���B�m����16h�������w�а�������100mg/Nm3��CO2������3mg/Nm3��ϵ�y�֏��_܇���\��������
���mͣ܇�z�ޕr�l�F׃�Qϴ�������P�����p�ģ��o����ϴ�찱�����ã�ӡ�C����������ϵ�y�����Һ��ϴ�����ʽ�Q����������ԭ��
2��3���ʽ�Q����й©
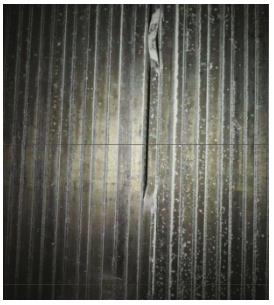
���^������\�н����������õİ��ʽ�X�Ͻ�Q�����Q��Ч���^�ã�����һֱ̎��������ԣ�Ġ�B��������Nԭ���ҹ�˾��Q���F�^����й©�����b�������\������˘O���Ӱ푡�2014��ԭʼ�_܇�ԁ��������²��|�����L�ڴ��ڒ�˪�F��(�|���^�����@�����ȃH�������F)������©���]�ДUչ�^���\�С�2018��5�£�����W늾W���ȫϵ�y��܇������֏͌���ԭ�Ϛ��^���У����䚤�w������0.082kPaͻȻ�ϝq��1kPa(������)�������x�މ���������1.1MPa�ϝq��1.3MPa��ȫ�y����;�F���l�F����װ弰픲������y�⇊���ɰ���������²����w�_ʼ��˪��ͣ܇��ɰ�z��l�F2#ԭ�Ϛ���s��E0434ѭ�h��ͨ�����Љ������Ƭ���_(Ҋ�D2)�����r��ȡ�ⲿ�a����ʽ�ޏ�(Ҋ�D3)���_܇���\����������������z�ĕr�s12�졣
2019��1�£�ȫϵ�yͣ܇������pؓ���^�������䚤�w������0.076kPaͻȻ�ϝq��1kPa(������)�������x�މ���������1.1MPa�ϝq��1.3MPa��ȫ�y����;�F���l�F����װ弰�

�������y�⇊���ɰ���������²����w�_ʼ��˪��ͣ܇��ɰ�z��2#ԭ�Ϛ���s��E0434�ٴγ��Fй©���Љ����⡢ѭ�h�䡢ԭ�Ϛ⡢�ϳɚ⡢ȼ�Ϛ�5��ͨ����Ƭ����ͬ�̶����_(Ҋ�D4)����2018��5���ⲿ�a���ѼyҲ�ٶ����_(Ҋ�D5)���˴β�ȡ����Q�������^����й©��Ƭͨ����µķ�ʽ�M����ȱ���_܇���\����������������z�ĕr�s18�졣
2019��5�£�ȫϵ�yͣ܇���ޣ�ͣ܇�^��δ�l�F���}������ɰ��z��2#ԭ�Ϛ���s��E0434���l�F�Q���Ƭ�ֳ��F�µ��Ѽy�����Q���O����_܇�\��������
3�׃�����S�o
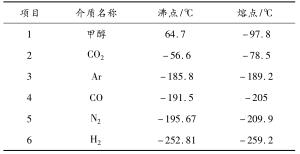
3��1������ƚ��wָ��Һ��ϴ���������b�ã�#���c�ضȿ��_��198�棬����һ�㶼�Ǹ߷��c���|��������(Ҋ��1)�����l������ֻ��ͨ�^����᷽͟�ܽ�Q���}����������^��Ľ����pʧ��
�������a�^���У������ˆT�����c�O��ԭ�Ϛ��CO2��CH3OH������1#��2#ԭ�Ϛ�Q����ǰ�һ����f�������M����ӺYǰԭ�Ϛ���CO2������С��10mg/Nm3��CH3OH������С��25mg/Nm3�����ӺY����CO2������С��2mg/Nm3��CH3OH��ȫ�������ӺY�������ʷ��ӺY����Ч���O�y�������M�У������ӺY�M��������ڕrȡ������������CO2��CH3OH����������Ч�O�y���ӺY����������Ч����
�����_܇�^���У������c�O�y�ÓQ������CO2��¶�c������һ����f����������M����N����ͨ���xȡ���m�ŷ��c�M��ȡ�ӷ��������ÓQ���е��⼃��≥99��5%��¶�c����50��r�������M�����䵪����s�eҺ������
����o��ͣ܇���䱣���^���У���eע��δ���^���ӺY������ԭ�Ϛⷴ��������ȣ���˾�����F�^һ��δ���r�P�]��^���yԭ�Ϛⷴ��������ȃ��µ��¹ʣ��ʾo��ͣ܇�r�������P�]�ɹɺϳɚ�ȥ�ܾW���y�������{���y��ֹ���yʧЧ���w������ɵă����¹ʡ�
3��2�_ͣ܇�������\�����ʿ���
������ʽ�Q�����OӋ�o�������塢��Ƭ�^��ͨ�Q����ϱ��ʂ���Ч�ʘO�ߣ��������דp�������ޏ͵����c�������_ͣ܇�������\���^���и���ע�����ʵĿ��ơ��_ͣ܇�^���У�������������䡢�͟����ʣ�һ����f�����ؽ����ʲ������^15��/h��ͬ�r���e�Pע�Q��������زԭ�t�ϲ�����50�棬��һ�������10�����ҡ����⣬�Ӝpؓ�ɷ���һ�㰴�ղ�����20000Nm3/h��Ҫ���mȻ�������ܺĵĿ��ƣ������Q�����ı��o��̎�^��
���⣬����������\�н�ԭ�OӋҪ���ԭ�Ϛ�ضȵ��i��ԭ�Ϛ��������i��ȼ�Ϛ�ضȵ��i���ڌ��H�\�����_�������еı��oЧ��������������Ҫ���i�����L�U����˾ͨ�^�\����r�����P������������ԭ�Ϛ�ضȵ��i��ԭ���ģ�56��Ğ�0�棬ԭ�Ϛ������iȡ����ȼ�Ϛ�ضȵ��i��ԭ����5��Ğ飭5�棬�ڱ��C�b�ð�ȫ�ɿص�ǰ����Ҳ�m�������������c��
3��3��������ƽ��
Һ��ϴ�������õ��⹝�����䡢���ʽ�Q�������������ȷ�ʽ�M���������ṩ��ƽ�⣬�������������Б�ע����Ƹ�������������ƽ�⡣����ȿ�ҕ��^������^�̣���Ҫ�{���ֶΞ���Ƹ�������:ͨ�^��E0432�ϳɚ��{���y�����E0433ȥ�ͼϳɚ⼰��E0432ȥ���ϳɺϳɚ����������ư�Q����ز������ϳɚ�ضȣ�#���ȱ��C������������;ͨ�^ȼ�Ϛ�ſ��y�{���y����ȼ�Ϛ������M��Ӱ��M�������Љ������������C�M�����������ƽ��;һ����f�����OӋ��ԣ����120��130%�������ٲ��ָ�ԣ������ͨ�^�����x�ײ������ų������h�Зl���b�ÿ����ô˲�������������s���|ʹ�ã��猎��ʯ��Һ��ϴ�������ո���Ч���ͱ��^���@��
3��4���ӺY�̿��y���ھS�o
��˾���ӺY�̿��y���Ç��a܉��ʽ���y��2017����F�^�y�T��©�F��Ӵ��ˌ����ӺYϵ���y�T�Ĺܿ�����:һ�Ǹ�ُ�Iһ�����y�Ԃ䲻�r֮��;���nj�ԭ���������錍�������Lʹ�É���;������ȴ��ތ��̿��y�¾��z�顣ͨ�^����������ʽ���b����δ���F�^���y�T������ɵ�ͣ܇�p�a�¹ʡ�
4�Y�Z
�ҹ�˾�׃������o�컯���Fshou��Һ��ϴ���ư��ϳɚ��b�ã����\���^���г��F�T�ஐ�����r�����^�������a���g�����ˆT����ˇԭ����ˇ���������о��J�濂�Y����Q�y�}�������׃�����_�������\�У����ϳ�ͣ܇�Δ�������ͣ���˾�Ľ���Ч��õ��������ϡ�
ע���������x�����¾���ԭ�����D�dՈ�������ĵ�ַ

 �������y�⇊���ɰ���������²����w�_ʼ��˪��ͣ܇��ɰ�z��2#ԭ�Ϛ���s��E0434�ٴγ��Fй©���Љ����⡢ѭ�h�䡢ԭ�Ϛ⡢�ϳɚ⡢ȼ�Ϛ�5��ͨ����Ƭ����ͬ�̶����_(Ҋ�D4)����2018��5���ⲿ�a���ѼyҲ�ٶ����_(Ҋ�D5)���˴β�ȡ����Q�������^����й©��Ƭͨ����µķ�ʽ�M����ȱ���_܇���\����������������z�ĕr�s18�졣
�������y�⇊���ɰ���������²����w�_ʼ��˪��ͣ܇��ɰ�z��2#ԭ�Ϛ���s��E0434�ٴγ��Fй©���Љ����⡢ѭ�h�䡢ԭ�Ϛ⡢�ϳɚ⡢ȼ�Ϛ�5��ͨ����Ƭ����ͬ�̶����_(Ҋ�D4)����2018��5���ⲿ�a���ѼyҲ�ٶ����_(Ҋ�D5)���˴β�ȡ����Q�������^����й©��Ƭͨ����µķ�ʽ�M����ȱ���_܇���\����������������z�ĕr�s18�졣